A GRAPI-IIC MEUCCI or ESTIMATING VENEER!DRYING RATES
|
|
|
- Domenic Randall
- 5 years ago
- Views:
Transcription


1 LA urator) LIBRARY A GRAPI-IIC MEUCCI or ESTIMATING VENEER!DRYING RATES April 1958 No INFORMATION PlinVED AND REAFFIWIED 1963 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY FOREST SERVICE MADISON 5 WISCONSIN In Cooperation with the University of Wisconsin


2 PUREST RESEAFiLH LABORATORY ;Y.T7AfTY A GRAPHIC METHOD OF ESTIMATING VENEER DRYING RATES By H. O. FLEISCHER, Technologist Forest Products Laboratory,! Forest Service U. S. Department of Agriculture Introduction Existing knowledge about veneer drying rates is largely derived from practical experience. Little information based on systematic and well controlled studies is available about the fundamental aspects of veneer drying. The regulation of veneer dryers in commercial plants, therefore, rests largely upon the personal judgment and experience of the operator.. Most veneer is dried in large, continuous, mechanical dryers operating at temperatures well above 212 F. The veneers commonly dried range in thickness from 1/32 to 1/8 inch, or possibly 3/16 inch; rarely is thicker or thinner veneer dried in these machines. Drying adjustments must usually be made many times each day, as a result of changing conditions. Perhaps the veneer coming from the dryer is too wet or too dry to meet mill specifications, or the steam pressure in the heating system has dropped. Perhaps a new thickness of veneer is to be dried, or another species enters the dryer. With some species, adjustments must be made for sapwood or heartwood. Failure to make the adjustments needed to keep moisture content under reasonable control may affect the shrinkage, flatness, and splitting of the veneer, the quality of the glue bonds, the possibility of panel blow-ups during hot pressing, and the face checking and warping of plywood. Adjustments are most readily made by means of the speed-control system that regulates the time required to move the veneer through the dryer. Once the operator has made the adjustments, he usually waits until some of the veneer dried on the new schedule comes from the dryer, then checks it, hoping meantime that he guessed correctly about what was needed to bring about the desired change. In a general way, the dryer operator knows that thick veneers require more time in the dryer than thin veneers, or that, as the temperature in the dryer rises, the drying rate is speeded, other things being equal. These are, however, only a few of the factors that may vary. Just how can the operator know the effect of each of the many variables? How can each factor be isolated and charted to!maintained at Madison, Wis., in cooperation with the University of Wisconsin. Rept. No Agriculture-Madison

 of yellow-poplar heartwood veneer.")
3 yield knowledge that can be used to advantage in regulating the dryer? Such systematic knowledge can only be gained through laboratory research under controlled conditions; it cannot be gained solely from plant experience. This report outlines a method that can be used for setting up simple dryingrate control charts for mechanical veneer dryers on the basis of information gained from laboratory study. Factors Affecting Drying Rates A fundamental study of veneer drying has been conducted at the Forest Products 2 Laboratory on samples () of yellow-poplar heartwood veneer. For materials varying in thickness from 1/32 to 1/8 inch, dried at temperatures above 212 F., it was found that the drying rate could be expressed by a constant value, or coefficient, called S. What this value means will be explained by reference to figure 1. When veneer is dried at high temperature, it is found that the rate of evaporation of water from the veneer decreases as the drying proceeds. Usually this rate of decrease can be represented roughly by a straight line, as shown by the dotted line in figure 1.,L, from a high value at the start to a final value of zero when the specimen is dry. Under special conditions, such as high initial moisture content and atmospheric humidity, there may be an initial period of irregularity (fig. 1,B). This irregularity can usually be disregarded for estimating purposes. The mathematical expression of the sloping dotted line in figure 1,A, is simple. The line intercepts the vertical axis at a value of 0.72 gram per minute. It intercepts the horizontal axis at about 22.5 minutes. The slope of this line, expressed by the symbol s, is therefore , or This means that the rate of evaporation per minute is decreasing on the average by gram per minute. This value of s applies to a drying specimen of the size used in these tests, 3 by 6 inches. Converting to a specimen of unit size having a surface area of 1 square foot -- 2 sides of a 6- by 12-inch specimen -- yields the more useful term, which can be used in the mathematical treatment of commercial drying data. The S value may be used in estimating drying time of veneer, for the square root of S is inversely proportional to drying time. If a veneer having an S value of 1 dries in 10 minutes, then under the same conditions another having 1 FF.= an S value of 4 would dry times, or 1/2 as fast, or in 5 minutes. This If 4 rule holds provided initial and final moisture content levels are the same in both specimens.?numbers in parentheses refer to Literature Cited at end of this report. Rept. No
 + 0.78 (log v) - 1.34 (log D) 11.34 where T is drying temperature in F., V is air velocity in feet per minute, and D is veneer thickness in inches.")

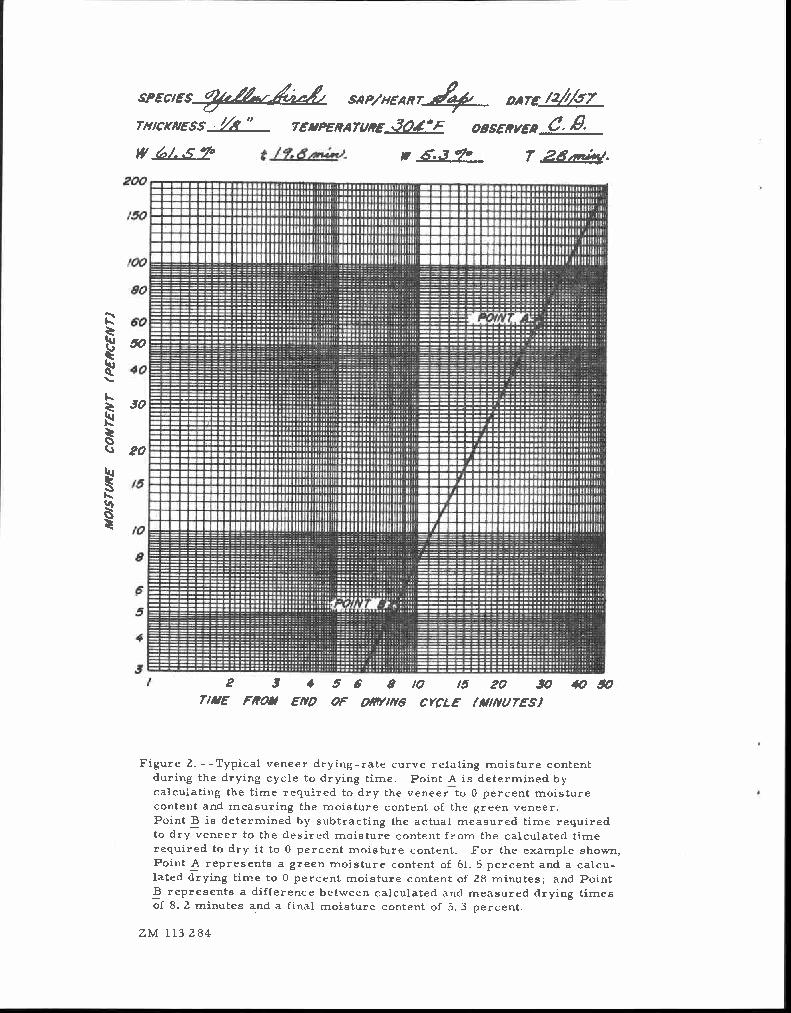
4 A generalized expression was developed for the drying of yellow-poplar heartwood veneer, relating the drying rate to the major factors that affect it. This expression is as follows: Log S = 2.98 (log T) (log v) (log D) where T is drying temperature in F., V is air velocity in feet per minute, and D is veneer thickness in inches. In simple terms, this equation expresses the change in drying rate that occurs with changing temperature, air velocity, and veneer thickness in the drying environment used in the tests. It indicates that these changes are not simple arithmetic relationships but geometric relationships that can be expressed in terms of logarithms. When the values are converted to logarithms, the relationships can be represented by straight lines on simple cross-sectional paper. Or, if logarithmic cross-section paper is used, the relationships can be represented directly as straight lines. This knowledge formed the basis for the development of drying-rate charts for veneer. Development of Drying Charts The Drying-Rate Curve To the man who is interested in using this knowledge in the operation of a commercial veneer dryer, two types of charts or graphs will be of interest. The first of these is the graph that expresses the drying-rate curve of a single specimen, or of a single type of veneer with respect to species, thickness, and drying characteristics, under a given set of conditions. In order to derive this curve, the initial moisture content of the veneer as it goes into the dryer must be known. It is also necessary to know the moisture content of the veneer as it emerges from the dryer, and the time that elapsed while the veneer was in the dryer. Some of this information may already be available in a general way from previous drying records and may be used for approximations. For greater precision, moisture content determinations for individual pieces of veneer should be made by ovendrying methods (4), and the time the veneer is in the dryer should be determined with a stopwatch. The temperature in the dryer should be taken in one or more locations near the end of the dryer where the green veneer enters and again near the end where the dry veneer emerges. The temperature should preferably be obtained with a potentiometer equipped with one or more long-lead thermocouples. As an example, assume that the dryer operator has determined from a number of tests that the average moisture content of green 1/8-inch veneer of yellow birch sapwood is 61.5 percent. He has also determined experimentally that this veneer dries, on the average, to a moisture content of 5.3 percent in 19.8 minutes when the average temperature in the dryer is 304 F. The operator next fills this information in the chart as shown in figure 2. He then calculates the value of T, the theoretical time required to dry the veneer to a moisture content of 0 percent. The time T is calculated from the formula: Rept. No


5 T t VW/w V W/w - 1 where W is the moisture content of veneer entering the dryer, w the moisture content of the veneer leaving the dryer, and t the time the veneer is in the dryer, in minutes. On the basis of the conditions here assumed, T is found to be 28 minutes. This value is needed in order to plot the first point on the graph. It indicates that that, at 28 minutes from the end of the drying cycle (if that cycle were to be carried theoretically to completion), the moisture content of the veneer is at a level of 61.5 percent. 3 When the veneer has dried for 19.8 minutes, its moisture content is found to be 5.3 percent. In terms of a 28-minute drying cycle, this point in the cycle becomes 28 minus 19.8, or 8.2 minutes. The second point on the graph, therefore, is plotted at 8.2 minutes and a moisture content of 5.3 percent. Now the two points shown on the graph can be connected by a straight line, which can be extrapolated above or below the established points. From this graph, the moisture content of the veneer at any time during the drying can be estimated. Adjustments can be made for different initial moisture content levels and for any desired final moisture content down to about 3 percent, after which the straightline relationship no longer holds. For example, if the initial moisture content of other birch veneer is later found to average only 60 percent, this point can be indicated on the sloping line. If the desired final moisture content is fixed at 6.5 percent instead of 5.3 percent, this point also is indicated on the sloping line. The intersect points are found to be at 27.5 and 9 minutes, respectively, on the time scale. The estimated time required in the dryer, therefore, to bring the veneer from 60 to 6.5 percent is estimated at 27.5 minutes minus 9 minutes, or 18.5 minutes. By the method outlined above, additional drying-rate curves can be developed for other thicknesses and species of veneer and for other temperatures in the dryer. In developing these curves, it is well to avoid overdrying the veneer, as this might result in some error in the curve. For test purposes the veneer should preferably have a moisture content of 5 percent or higher as it emerges from the dryer. If little is known about the drying characteristics and the variability of the veneer, it may be desirable to repeat the test a number of times, deriving a number of curves for different pieces of heartwood veneer, sapwood veneer, and mixed sapwood and heartwood veneer. If the drying conditions in the dryer are suspected of being nonuniform, tests can be made by passing matched veneer samples through it in certain specified locations, such as the uppermost conveyor, the lowermost conveyor, the right side, or the left side. Separate curves may be develoted for each set of The time T thus calculated is not accurate for practical drying purposes. Actually a much longer time would be required to dry to a moisture content of 0 percent, because of other factors, not taken into account here, that retard the drying at moisture contents below about 3 percent. Rept. No


6 conditions, depending on the variables under consideration. A comparison of the slopes of the various curves will indicate the significant variations that exist in drying rates. After all known variables are taken into consideration, the best estimate of the average drying-rate curve can be taken for use in further computations. The Dryer-Control Chart The second type of chart of interest to the dryer operator is the dryer-control chart, which takes into account variations in temperature and different thicknesses of veneer. The tests described above for 1/8-inch yellow birch sapwood veneer should therefore be repeated on some other thickness, such as 1/16-inch veneer, at approximately the same temperature. Then the dryer should be operated at a widely different temperature -- for example, 250 F. -- and similar sets of curves should be developed for the 2 specified thicknesses of veneer. For purposes of illustration, assume that it has been determined that 1/8-inch yellow birch sapwood veneer having an initial moisture content of 60 percent dries to a final moisture content of 6-1/2 percent in 15 minutes when the average temperature of the dryer is 325 F.; and that, when the temperature of the dryer is 250 F., the time required is 20-1/2 minutes. Similarly, assume that 1/16-inch veneer is found to require 7-1/2 minutes at 325 F. and 10-1/2 minutes at 250 F. These points are plotted on a graph as shown in figure 3, where the time the veneer is in the dryer is indicated on the left-hand margin and the average temperature in the dryer is shown on the lower scale. For each thickness of veneer, straight parallel lines are drawn to connect the points plotted at the two temperatures, and the time required to dry veneer at other temperatures can be read directly from these straight lines. It has also been found in laboratory tests that the relationship between veneer thickness and drying time is logarithmic, as explained previously. At the righthand side of the graph in figure 3 is shown a "guide to veneer thickness scale," on which the various common thicknesses of veneer have been indicated, following a logarithmic arrangement. This guide can be used to interpolate for various other thicknesses of veneer in the main body of the graph. The first step in making the interpolation is to draw the dotted lines A and B horizontally from the guideline at the right. Line A originates at the 1/8-inch point on the scale, line B at the 1/16-inch point. Each horizontal line is drawn to a point where it crosses the drying-rate line for the respective specified thickness. A straight sloping line, C, is now drawn to connect the two newly found intersecting points. Dotted lines E, E, and F are next drawn horizontally from chosen points on the marginal guideline to intersect with line C. At each crossing point, the drying-rate line for the specific thickness of veneer indicated by the marginal scale can now be drawn across the main body of the chart. All dryingrate lines are drawn parallel to each other. In the main body of the chart (fig. 3) are indicated the drying-rate lines derived by this method for 1/10-inch birch veneer (from line D), 1/20-inch (from line E), and 1/24-inch (from line F). Rept. No


7 Drying-rate charts can be used in operating the veneer dryer, taking into account various thicknesses of veneer that are cut during the day and fluctuations in dryer temperature. If the operator is expected to dry different batches of veneer to different final moisture content levels, other drying-rate charts (fig. 3) will be needed that are based on new time estimates taken from the first set of individual drying-rate curves for the species (fig. 2). Need for Further Research Much additional information will be needed to make the method of developing dryer-rate control charts generally applicable to all conditions and to all types of equipment. The method has been developed on the basis of information obtained in the air drying of veneers at temperatures above 212 F. It has been checked repeatedly in roller-conveyor dryers. To date it has not been applied in hotplate dryers, but data from the British Forest Products Research Laboratories (2) 'indicate that the principles involved here may also be applicable to flat-plate drying. Since wood is a variable material, the use of the charts will merely indicate averages, and will not assure the operator that the veneer will be uniformly dried to the desired moisture content. The method therefore does not eliminate the need for occasionally using tho ovendrying method to check moisture content, together with more frequent checks with the electric moisture meter. Variations in moisture content should be taken into account and studied by means of statistical analyses and control methods. Future veneer-drying studies should be aimed at determining and identifying in the green veneer those factors that may affect veneer-drying rates, so that the dryer operator may know the effects of these factors and may adjust the dryer accordingly in advance. Veneer drying practices in use at the present time do not take into account variations in the initial moisture content of veneer, which may be considerable. A practical method of measuring the moisture content of green veneer and of predicting drying times would make possible the control of the dryer from the entrance end. Such control would probably result in considerably more uniform moisture content of the dry veneer (1). Drying-rate charts should be useful in comparing the relative drying rates and overall efficiencies of different dryers. The conditions that exist in different mechanical dryers, even those of the same type and make, are likely to vary sufficiently that, for each dryer, control charts will be required that are individually tailored to its conditions. Even within a single dryer a considerable variability in drying rates may exist, as between the upper and lower parts and between the side and middle zones. In making comparative studies between dryers, a number of factors should be taken into account. It is likely that the drying rate is affected by the spacing of the conveyor rollers, the amount of radiant heat striking the veneer from metal surfaces in the dryer or from steam coils above or below the veneer, the heat Rept. No

8 conduction from the metal rollers to the veneer, the air circulation, and particularly the turbulence of the air at the veneer surface between the rollers. Dryers may also vary in overall efficiency, depending on the insulation and the tightness of the dryer jacket. The amount of ventilation provided and the temperature of the air that is drawn into the dryer may affect the heat losses. The effects of variations in the veneer itself on drying rates need further study. Among such variations are species; sapwood or heartwood; thickness and width of veneer sheets, and the effects these have on the amount of veneer in the dryer at any given time; the initial temperature of the veneer going into the dryer; grain irregularities in the veneer; and the density of the veneer. There is some question about whether a workable method can be developed that will enable the dryer operator to take all of these many factors into account in the regulation of the veneer dryer. In those studies that have been made, it has been recognized that the practice of frequently adjusting the dryer according to the moisture content of the veneer emerging at any moment results in more variability in final moisture content rather than in less (1). The reason for this is that the adjustment of the dryer, on the basis of the moisture content of the veneer that has emerged from it, does not reflect the requirements of the veneer entering the dryer or passing through it at any given time. For the time being, therefore, the dryer operator may get considerable help from the general guidelines outlined here that apply to average conditions. These should enable him to attain some improvement in moisture content uniformity. Over a period of time, by the use of the charts described here, a great deal of systematic and precise information will be accumulated on veneer-drying rates. Rept. No
 Fleischer, H. 0. 1953.")
9 Literature Cited (1) Bethel, James, and Hader, R. J Hardwood Veneer Drying. Jour. of Forest Prod. Res. Soc. II(5): (2) Carruthers, J. F. S., and Paxton, B. H A Survey of the Principles of Veneer Drying in Mechanical Dryers. Dept. of Sci. and Indus. Res., Forest Prod. Res. Lab. Princes Risborough, England. 22 pp., illus. (3) Fleischer, H Drying Rates of Thin Sections of Wood at High Temperatures. Yale Univ., School of Forestry, Bul. No pp., illus. (4) McMillen, J. M Methods of Determining the Moisture Content of Wood. U. S. Forest Prod. Lab. Rept. No. R pp., illus. Rept. No
10
11
12

13 SUBJECT LISTS OF PUBLICATIONS ISSUED BY"Iiit FOREST PRODUCTS LABORATORY The following are obtainable free on request from the Director, Forest Products Laboratory, Madison 5, Wisconsin: Box and Crate Construction and Packaging Data Chemistry of Wood and Derived Products Fungus Defects in Forest Products and Decay in Trees Glue, Glued Products and Veneer Growth, Structure, and Identification of Wood Mechanical Properties and Structural Dees of Wood and Wood Products Partial list of publications for Architects, Builders, Engineers, and Retail Lumbermen Fire Protection Logging, Milling, and Utilization of Timber Products Pulp and Paper Seasoning of Wood Structural Sandwich, Plastic Laminates, and Wood-Base Aircraft Components Wood Finishing Wood Preservation Partial list of publications for Furniture Manufacturers, Woodworkers and Teachers of Woodshop Practice Note: Since Forest Products Laboratory publications are so varied in subject, no single list is issued. Instead a list is made up for each Laboratory division. Twice, a year, December 31 and June 30, a list is made up showing new reports for the previous six months. This is the only item sent regularly to the Laboratory's mailing list. Anyone who has asked.. for and received the proper subject lists and who has had his name placed on the mailing list can keep up to date on Forest Products Laboratory publications. Each subject list carries descriptions of all other subject lists.
HUMIDITY CONTROLS FOR CONDITIONING ROOMS. January 1956 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY
 C HUMIDITY CONTROLS FOR CONDITIONING ROOMS January 1956 FOREST PRODUCTS LABORATORY UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE MADISON 5. W1SCONSiN In Cooperation with the University of Wisconsin
C HUMIDITY CONTROLS FOR CONDITIONING ROOMS January 1956 FOREST PRODUCTS LABORATORY UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE MADISON 5. W1SCONSiN In Cooperation with the University of Wisconsin
ENSC 388: Engineering Thermodynamics and Heat Transfer
 ENSC 388: Engineering Thermodynamics and Heat Transfer Experiment 3: Free and Forced Convection Objective Determination of heat transfer coefficient for free and forced convection for different geometries.
ENSC 388: Engineering Thermodynamics and Heat Transfer Experiment 3: Free and Forced Convection Objective Determination of heat transfer coefficient for free and forced convection for different geometries.
Comparative analysis of power supply single speed air mover and an entire electronics enclosure system fan
 Comparative analysis of power supply single speed air mover and an entire electronics enclosure system fan Typical densely packaged electronic systems and power supplies utilize a fan for forced-air cooling.
Comparative analysis of power supply single speed air mover and an entire electronics enclosure system fan Typical densely packaged electronic systems and power supplies utilize a fan for forced-air cooling.
PART I - MODELING DRYING OF THREE-DIMENSIONAL PULP MOLDED STRUCTURES - EXPERIMENTAL PROGRAM
 Drying '98 - Proceedings of the 11 th International Drying Symposium (IDS '98) Halkidiki, Greece, August 19-22, 1998, vol. A, pp. 349-356 PART I - MODELING DRYING OF THREE-DIMENSIONAL PULP MOLDED STRUCTURES
Drying '98 - Proceedings of the 11 th International Drying Symposium (IDS '98) Halkidiki, Greece, August 19-22, 1998, vol. A, pp. 349-356 PART I - MODELING DRYING OF THREE-DIMENSIONAL PULP MOLDED STRUCTURES
Ambient (ºF) Temperature Rise Above
 Temperature Rise Above") Spec-00488 Heat CPH FX (763) Dissipation 422-2600 422-2211 in Electrical Enclosures Technical Thermal Management Information Heat Dissipation in Sealed Electrical Enclosures The accumulation of heat in
Spec-00488 Heat CPH FX (763) Dissipation 422-2600 422-2211 in Electrical Enclosures Technical Thermal Management Information Heat Dissipation in Sealed Electrical Enclosures The accumulation of heat in
Drying principles and general considerations
 Drying principles and general considerations Drying Mechanisms In the process of drying heat is necessary to evaporate moisture from the grain and a flow of air is needed to carry away the evaporated moisture.
Drying principles and general considerations Drying Mechanisms In the process of drying heat is necessary to evaporate moisture from the grain and a flow of air is needed to carry away the evaporated moisture.
Brian Bond. Virginia Cooperative Extension Virginia Tech
 Brian Bond Virginia Cooperative Extension Virginia Tech Most lumber must be dried prior to use. Hardwoods 6-8%MC Softwoods 12-19% MC Air-drying will typically not drop below 15% MC Usually: To drive water
Brian Bond Virginia Cooperative Extension Virginia Tech Most lumber must be dried prior to use. Hardwoods 6-8%MC Softwoods 12-19% MC Air-drying will typically not drop below 15% MC Usually: To drive water
Energy Audit Uncovers Major Energy Savings for Paper Mill
 ABSTRACT Energy Audit Uncovers Major Energy Savings for Paper Mill Jerry L. Aue, Aue Energy Consulting Sue Pierce, Johnson Corporation Energy and financial savings are presented through the results of
ABSTRACT Energy Audit Uncovers Major Energy Savings for Paper Mill Jerry L. Aue, Aue Energy Consulting Sue Pierce, Johnson Corporation Energy and financial savings are presented through the results of
DRYING YELLOW-POPLAR IN A SOLAR-DEHUMIDIFIER KILN WITH HEAT STORAGE AND HEAT RECOVERY SYSTEMS
 DRYING YELLOW-POPLAR IN A SOLAR-DEHUMIDIFIER KILN WITH HEAT STORAGE AND HEAT RECOVERY SYSTEMS Peter Y. S. Chen North Central Forest Experiment Station Carbondale, Illinois and Wayne A. Helmer Southern
DRYING YELLOW-POPLAR IN A SOLAR-DEHUMIDIFIER KILN WITH HEAT STORAGE AND HEAT RECOVERY SYSTEMS Peter Y. S. Chen North Central Forest Experiment Station Carbondale, Illinois and Wayne A. Helmer Southern
Compression of Fins pipe and simple Heat pipe Using CFD
 Compression of Fins pipe and simple Heat pipe Using CFD 1. Prof.Bhoodev Mudgal 2. Prof. Gaurav Bhadoriya (e-mail-devmudgal.mudgal@gmail.com) ABSTRACT The aim of this paper is to identify the advantages
Compression of Fins pipe and simple Heat pipe Using CFD 1. Prof.Bhoodev Mudgal 2. Prof. Gaurav Bhadoriya (e-mail-devmudgal.mudgal@gmail.com) ABSTRACT The aim of this paper is to identify the advantages
Influence of temperature and drying air velocity on the kinetics of convective drying in the food industry
 Influence of temperature and drying air velocity on the kinetics of convective drying in the food industry Ing. Michal Pěnička Project leader: Doc. Pavel Hoffman CSc. Abstract The aim of this study was
Influence of temperature and drying air velocity on the kinetics of convective drying in the food industry Ing. Michal Pěnička Project leader: Doc. Pavel Hoffman CSc. Abstract The aim of this study was
NEW CD WARP CONTROL SYSTEM FOR THE CORRUGATING INDUSTRY
 NEW CD WARP CONTROL SYSTEM FOR THE CORRUGATING INDUSTRY USING A NEW CONCEPT IN MOISTURE SENSING AND CONTROL BY DRYING TECHNOLOGY, INC A New CD Warp Control System For the Corrugating Industry Introduction:
NEW CD WARP CONTROL SYSTEM FOR THE CORRUGATING INDUSTRY USING A NEW CONCEPT IN MOISTURE SENSING AND CONTROL BY DRYING TECHNOLOGY, INC A New CD Warp Control System For the Corrugating Industry Introduction:
Air Conditioning Clinic
 Air Conditioning Clinic Psychrometry One of the Fundamental Series D C B A C B D A July 2012 TRG-TRC001-EN Psychrometry One of the Fundamental Series A publication of Trane Preface Psychrometry A Trane
Air Conditioning Clinic Psychrometry One of the Fundamental Series D C B A C B D A July 2012 TRG-TRC001-EN Psychrometry One of the Fundamental Series A publication of Trane Preface Psychrometry A Trane
14 Drying. I Basic relations and definitions. Oldřich Holeček, Martin Kohout
 14 Drying Oldřich Holeček, Martin Kohout I Basic relations and definitions Drying is a process which is used for removing the liquid from the solid material. In standard chemical engineering practice drying
14 Drying Oldřich Holeček, Martin Kohout I Basic relations and definitions Drying is a process which is used for removing the liquid from the solid material. In standard chemical engineering practice drying
L14 ENVIRONMENTAL CONTROL TECHNICAL DATA
 L14 ENVIRONMENTAL CONTROL Ever since components have been made to control electrotechnical tasks, heat loss has been a subject to take into consideration. Sometimes more sometimes less. Major problems
L14 ENVIRONMENTAL CONTROL Ever since components have been made to control electrotechnical tasks, heat loss has been a subject to take into consideration. Sometimes more sometimes less. Major problems
Lesson 25 Analysis Of Complete Vapour Compression Refrigeration Systems
 Lesson 25 Analysis Of Complete Vapour Compression Refrigeration Systems Version 1 ME, IIT Kharagpur 1 The specific objectives of this lecture are to: 1. Importance of complete vapour compression refrigeration
Lesson 25 Analysis Of Complete Vapour Compression Refrigeration Systems Version 1 ME, IIT Kharagpur 1 The specific objectives of this lecture are to: 1. Importance of complete vapour compression refrigeration
ME 410 MECHANICAL ENGINEERING SYSTEMS LABORATORY MASS & ENERGY BALANCES IN PSYCHROMETRIC PROCESSES EXPERIMENT 3
 ME 410 MECHANICAL ENGINEERING SYSTEMS LABORATORY MASS & ENERGY BALANCES IN PSYCHROMETRIC PROCESSES EXPERIMENT 3 1. OBJECTIVE The objective of this experiment is to observe four basic psychrometric processes
ME 410 MECHANICAL ENGINEERING SYSTEMS LABORATORY MASS & ENERGY BALANCES IN PSYCHROMETRIC PROCESSES EXPERIMENT 3 1. OBJECTIVE The objective of this experiment is to observe four basic psychrometric processes
All rights reserved, Armando B. Corripio, PhD, PE, Solid Dryer Design Introduction Continuous Dryer Design...
 Solid Dryer Design All rights reserved, Armando B. Corripio, PhD, PE, 2014 Contents Solid Dryer Design... 1 Introduction... 2 1. Continuous Dryer Design... 3 1.1 Mass Balances... 4 1.2 Temperature Profiles...
Solid Dryer Design All rights reserved, Armando B. Corripio, PhD, PE, 2014 Contents Solid Dryer Design... 1 Introduction... 2 1. Continuous Dryer Design... 3 1.1 Mass Balances... 4 1.2 Temperature Profiles...
PRESSURE-ENTHALPY CHARTS AND THEIR USE By: Dr. Ralph C. Downing E.I. du Pont de Nemours & Co., Inc. Freon Products Division
 INTRODUCTION PRESSURE-ENTHALPY CHARTS AND THEIR USE The refrigerant in a refrigeration system, regardless of type, is present in two different states. It is present as liquid and as vapor (or gas). During
INTRODUCTION PRESSURE-ENTHALPY CHARTS AND THEIR USE The refrigerant in a refrigeration system, regardless of type, is present in two different states. It is present as liquid and as vapor (or gas). During
THEORETICAL EQUILIBRIUM MOISTURE CONTENT OF WOOD UNDER VACUUM Zhangjing Chen? Fred M. Lamb1
 THEORETICAL EQUILIBRIUM MOISTURE CONTENT OF WOOD UNDER VACUUM Zhangjing Chen? Research Associate Fred M. Lamb1 Professor Department of Wood Science and Forest Products Virginia Tech Blacksburg, VA 2406
THEORETICAL EQUILIBRIUM MOISTURE CONTENT OF WOOD UNDER VACUUM Zhangjing Chen? Research Associate Fred M. Lamb1 Professor Department of Wood Science and Forest Products Virginia Tech Blacksburg, VA 2406
A new look into the uhle dewatering process
 A new look into the uhle dewatering process This article, by LUCJAN RAUBIC 1 was submitted for publication SUMMARY This article describes a method for improving efficiency of uhle boxes in the process
A new look into the uhle dewatering process This article, by LUCJAN RAUBIC 1 was submitted for publication SUMMARY This article describes a method for improving efficiency of uhle boxes in the process
IN THE PULP AND PAPER INDUSTRY
 H E A T E X C H A N G E R S BULLETIN NO. TIS-105A PRIME SURFACE PLATE & FRAME ALL-WELDED PLATE IN THE PULP AND PAPER INDUSTRY THE heat transfer people H E A T E X C H A N G E R S 2 TRANTER BRINGS EFFICIENCY
H E A T E X C H A N G E R S BULLETIN NO. TIS-105A PRIME SURFACE PLATE & FRAME ALL-WELDED PLATE IN THE PULP AND PAPER INDUSTRY THE heat transfer people H E A T E X C H A N G E R S 2 TRANTER BRINGS EFFICIENCY
Waste-heat recovery: Weighing in the environmental Factor
 Waste-heat recovery: Weighing in the environmental Factor Engineer's Digest Magazine August 1989 Richard P. Zoldak, P.E. Market Development Manager Alfa-Laval Thermal Co. Thermal pollution and process-waste
Waste-heat recovery: Weighing in the environmental Factor Engineer's Digest Magazine August 1989 Richard P. Zoldak, P.E. Market Development Manager Alfa-Laval Thermal Co. Thermal pollution and process-waste
DELTA T AND YOUR LUMBER DRYING OPERATIONS
 DELTA T AND YOUR LUMBER DRYING OPERATIONS Stewart Holmes Oregon State University Corvallis, Oregon INTRODUCTION Most of you in the lumber-drying business would like to improve the quality of lumber and
DELTA T AND YOUR LUMBER DRYING OPERATIONS Stewart Holmes Oregon State University Corvallis, Oregon INTRODUCTION Most of you in the lumber-drying business would like to improve the quality of lumber and
Heat Exchanger. The purpose may be either to remove heat from a fluid or to add heat to a fluid.
 HEAT EXCHANGERS Heat Exchanger Heat exchanger is an apparatus or an equipment in which the process of heating or cooling occurs. The heat is transferred from one fluid being heated to another fluid being
HEAT EXCHANGERS Heat Exchanger Heat exchanger is an apparatus or an equipment in which the process of heating or cooling occurs. The heat is transferred from one fluid being heated to another fluid being
EVAPORATION NEEDS ENERGY
 Basic: EVAPORATION NEEDS ENERGY Drying cloth involves two processes. Energy has to be provided to change the water from liquid to vapour and an air stream is needed to remove the vapour. We discuss the
Basic: EVAPORATION NEEDS ENERGY Drying cloth involves two processes. Energy has to be provided to change the water from liquid to vapour and an air stream is needed to remove the vapour. We discuss the
2. HEAT EXCHANGERS MESA
 1. INTRODUCTION Multiport minichannel and microchannel aluminium tubes are becoming more popular as components in heat exchangers. These heat exchangers are used in various industrial applications and
1. INTRODUCTION Multiport minichannel and microchannel aluminium tubes are becoming more popular as components in heat exchangers. These heat exchangers are used in various industrial applications and
CEE:3371 Principles of Hydraulics and Hydrology Project #2 Flow Measurement with a Weir
 CEE:3371 Principles of Hydraulics and Hydrology Project #2 Flow Measurement with a Weir Problem Statement The Iowa DNR plans to monitor a proposed prairie restoration project in eastern Iowa as an experiment.
CEE:3371 Principles of Hydraulics and Hydrology Project #2 Flow Measurement with a Weir Problem Statement The Iowa DNR plans to monitor a proposed prairie restoration project in eastern Iowa as an experiment.
Effective Biomass Moisture Control
 Effective Biomass Moisture Control By John Robinson Drying Technology, Inc P.O. Box 1535 Silsbee, TX 77656 409-385-6422/6537fax john@moistureconrols.com www.moisturecontrols.com Presented at The Timber
Effective Biomass Moisture Control By John Robinson Drying Technology, Inc P.O. Box 1535 Silsbee, TX 77656 409-385-6422/6537fax john@moistureconrols.com www.moisturecontrols.com Presented at The Timber
Standard ECMA th Edition - December Declared Noise Emission Values of Information Technology and Telecommunications Equipment
 Standard ECMA-109 4 th Edition - December 1996 Standardizing Information and Communication Systems Declared Noise Emission Values of Information Technology and Telecommunications Equipment Phone: +41 22
Standard ECMA-109 4 th Edition - December 1996 Standardizing Information and Communication Systems Declared Noise Emission Values of Information Technology and Telecommunications Equipment Phone: +41 22
Modeling and Simulation of Axial Fan Using CFD Hemant Kumawat
 Modeling and Simulation of Axial Fan Using CFD Hemant Kumawat Abstract Axial flow fans, while incapable of developing high pressures, they are well suitable for handling large volumes of air at relatively
Modeling and Simulation of Axial Fan Using CFD Hemant Kumawat Abstract Axial flow fans, while incapable of developing high pressures, they are well suitable for handling large volumes of air at relatively
Chapter 4 Compressors Overview & System Annual Power Consumption
 Chapter 4 Compressors Overview & System Annual Power Consumption Copy Right By: Thomas T.S. Wan 温 Sept. 3, 2008 All rights reserved (Cor. 07-08-12) Compressor is the heart of the refrigeration system.
Chapter 4 Compressors Overview & System Annual Power Consumption Copy Right By: Thomas T.S. Wan 温 Sept. 3, 2008 All rights reserved (Cor. 07-08-12) Compressor is the heart of the refrigeration system.
For an ideal gas mixture, Dalton s law states that the sum of the partial pressures of the individual components is equal to the total pressure.
 1 PSYCHROMETICS Psychrometry is the study of the characteristics of moist air. We will see soon that evaporation of moisture from the skin can have a significant impact on thermal comfort. The rate of
1 PSYCHROMETICS Psychrometry is the study of the characteristics of moist air. We will see soon that evaporation of moisture from the skin can have a significant impact on thermal comfort. The rate of
DEHUMIDIFICATION DRYING OF SPRUCE STUDS. M. Y. Cech and F. Pfaff Eastern Forest Products Laboratory Ottawa, Ontario
 DEHUMIDIFICATION DRYING OF SPRUCE STUDS M. Y. Cech and F. Pfaff Eastern Forest Products Laboratory Ottawa, Ontario INTRODUCTION Industry is becoming increasingly concerned about the rising cost of energy
DEHUMIDIFICATION DRYING OF SPRUCE STUDS M. Y. Cech and F. Pfaff Eastern Forest Products Laboratory Ottawa, Ontario INTRODUCTION Industry is becoming increasingly concerned about the rising cost of energy
THE PSYCHROMETRIC CALCULATOR By: Stanley F. Gallos, The Bastian-Blessing Company INTRODUCTION PROPERTIES OF THE RSES CALCULATOR
 Source Application Manual SAM Chapter 620-20 Section 03 THE PSYCHROMETRIC CALCULATOR By: Stanley F. Gallos, The Bastian-Blessing Company INTRODUCTION Problems involving changes in temperature, humidity,
Source Application Manual SAM Chapter 620-20 Section 03 THE PSYCHROMETRIC CALCULATOR By: Stanley F. Gallos, The Bastian-Blessing Company INTRODUCTION Problems involving changes in temperature, humidity,
Computer Modelling and Simulation of a Smart Water Heater
 Computer Modelling and Simulation of a Smart Water Heater Maria Kathleen Ellul University of Malta ellul_maria@yahoo.com Adrian Muscat University of Malta adrian.muscat@um.edu.mt Abstract A computational
Computer Modelling and Simulation of a Smart Water Heater Maria Kathleen Ellul University of Malta ellul_maria@yahoo.com Adrian Muscat University of Malta adrian.muscat@um.edu.mt Abstract A computational
Analysis of Triangle Heating Technique using High Frequency Induction Heating in Forming Process of Steel Plate
 Analysis of Triangle Heating Technique using High Frequency Induction Heating in Forming Process of Steel Plate KEYWORDS: Steel-plate forming, Induction heating, Triangle heating, Transverse shrinkage,
Analysis of Triangle Heating Technique using High Frequency Induction Heating in Forming Process of Steel Plate KEYWORDS: Steel-plate forming, Induction heating, Triangle heating, Transverse shrinkage,
Variable far infrared radiation (VFIR) technique for cubic carrot drying
 technique for cubic carrot drying") International Journal of Renewable Energy, Vol. 7, No. 2, July - December 2012 Variable far infrared radiation (VFIR) technique for cubic carrot drying Sirinuch Chindaruksa a *, Pisit Maneechot b, Seishu
International Journal of Renewable Energy, Vol. 7, No. 2, July - December 2012 Variable far infrared radiation (VFIR) technique for cubic carrot drying Sirinuch Chindaruksa a *, Pisit Maneechot b, Seishu
Fan Selection. and Energy Savings
 Fan Selection and Energy Savings Reducing power consumption by minimizing system pressure loss and choosing the right equipment HBy BRIAN MLEZIVA Greenheck Fan Corp. Schofield, Wis. Power Consumption HVAC
Fan Selection and Energy Savings Reducing power consumption by minimizing system pressure loss and choosing the right equipment HBy BRIAN MLEZIVA Greenheck Fan Corp. Schofield, Wis. Power Consumption HVAC
When Precision is not good enough
 When Precision is not good enough Andrew Kelley XACT PCB Ltd North Shields, UK Abstract As PCB designs become ever more complex with more sequential build up layers, tighter annular ring designs and broader
When Precision is not good enough Andrew Kelley XACT PCB Ltd North Shields, UK Abstract As PCB designs become ever more complex with more sequential build up layers, tighter annular ring designs and broader
5 30 ti a. Peanut Drying Energy Consumption - A Simulation Analysis J. M. Troeger' z 25 DRY BULB TEMPERATURE, C
 Peanut Science (I2) g, 4-6 Peanut Drying Energy Consumption - A Simulation Analysis J. M. Troeger' ABSTRACT During the past fe years the cost of conventional sources of energy has dramatically increased
Peanut Science (I2) g, 4-6 Peanut Drying Energy Consumption - A Simulation Analysis J. M. Troeger' ABSTRACT During the past fe years the cost of conventional sources of energy has dramatically increased
INDUSTRIAL DEHUMIDIFICATION DRYING OF SOFTWOODS
 INDUSTRIAL DEHUMIDIFICATION DRYING OF SOFTWOODS James B. Wilson Forest Research Laboratory Oregon State University Corvallis, Oregon The drying of wood is the most energy intensive operation in forest
INDUSTRIAL DEHUMIDIFICATION DRYING OF SOFTWOODS James B. Wilson Forest Research Laboratory Oregon State University Corvallis, Oregon The drying of wood is the most energy intensive operation in forest
Hygrometry. The art or science of humidity observation
 Hygrometry The art or science of humidity observation Humidity Under normal atmospheric conditions, the amount of water vapor any sample of air can hold depends primarily on its temperature Various terms
Hygrometry The art or science of humidity observation Humidity Under normal atmospheric conditions, the amount of water vapor any sample of air can hold depends primarily on its temperature Various terms
Davis Soil Moisture and Temperature Station Protocol
 Davis Soil Moisture and Temperature Station Protocol Purpose To log soil data using a Davis soil moisture and temperature station Overview Soil moisture and temperature sensors are installed at multiple
Davis Soil Moisture and Temperature Station Protocol Purpose To log soil data using a Davis soil moisture and temperature station Overview Soil moisture and temperature sensors are installed at multiple
ME 410 MECHA ICAL E GI EERI G SYSTEMS LABORATORY
 ME 410 MECHA ICAL E GI EERI G SYSTEMS LABORATORY MASS & E ERGY BALA CES I PSYCHROMETRIC PROCESSES EXPERIME T 3 1. OBJECTIVE The object of this experiment is to observe four basic psychrometric processes
ME 410 MECHA ICAL E GI EERI G SYSTEMS LABORATORY MASS & E ERGY BALA CES I PSYCHROMETRIC PROCESSES EXPERIME T 3 1. OBJECTIVE The object of this experiment is to observe four basic psychrometric processes
MECHANICAL ENGINEERING THERMAL AND FLUID SYSTEMS STUDY PROBLEMS
 MECHANICAL ENGINEERING THERMAL AND FLUID SYSTEMS STUDY PROBLEMS MASS BALANCES, PSYCHROMETRICS & HVAC 1 Copyright 2018. All rights reserved. How to use this book The exam specifications in effect since
MECHANICAL ENGINEERING THERMAL AND FLUID SYSTEMS STUDY PROBLEMS MASS BALANCES, PSYCHROMETRICS & HVAC 1 Copyright 2018. All rights reserved. How to use this book The exam specifications in effect since
The electrical wattage needed by the circulator is:
 The electrical wattage needed by the circulator is: w e = 0.4344 f P n w/w A current-generation wet-rotor circulator has a maximum wire-towater efficiency in the range of 25 percent. If we put the data
The electrical wattage needed by the circulator is: w e = 0.4344 f P n w/w A current-generation wet-rotor circulator has a maximum wire-towater efficiency in the range of 25 percent. If we put the data
EEN-E Measurement and Control of Energy Systems DRYING OF BIOMASS IN A FIXED BED DRYER LABORATORY EXERCISE INSTRUCTIONS
 EEN-E1040 - Measurement and Control of Energy Systems DRYING OF BIOMASS IN A FIXED BED DRYER LABORATORY EXERCISE INSTRUCTIONS Aalto University Laboratory of Energy Efficiency and Systems 2016 Table of
EEN-E1040 - Measurement and Control of Energy Systems DRYING OF BIOMASS IN A FIXED BED DRYER LABORATORY EXERCISE INSTRUCTIONS Aalto University Laboratory of Energy Efficiency and Systems 2016 Table of
CHAPTER 8 SLOPE STABILITY ANALYSIS
 TM 5-818-1 / AFM 88-3. Chap. 7 CHAPTER 8 SLOPE STABILITY ANALYSIS 8-1. General. This chapter is concerned with characteristics and critical aspects of the stability of excavation slopes; methods of designing
TM 5-818-1 / AFM 88-3. Chap. 7 CHAPTER 8 SLOPE STABILITY ANALYSIS 8-1. General. This chapter is concerned with characteristics and critical aspects of the stability of excavation slopes; methods of designing
ESTIMATING DRYING TIME FOR A STOCK PEANUT CURING DECISION SUPPORT SYSTEM
 ESTIMATING DRYING TIME FOR A STOCK PEANUT CURING DECISION SUPPORT SYSTEM C. L. Butts, J. I. Davidson, Jr., M. C. Lamb, C. V. Kandala, J. M. Troeger ABSTRACT. A decision support system to manage commercial
ESTIMATING DRYING TIME FOR A STOCK PEANUT CURING DECISION SUPPORT SYSTEM C. L. Butts, J. I. Davidson, Jr., M. C. Lamb, C. V. Kandala, J. M. Troeger ABSTRACT. A decision support system to manage commercial
CHAPTER 8 EVAPORATION. The basic factors that affect the rate of evaporation are the:
 CHAPTER 8 EVAPORATION Frequently in the food industry a raw material or a processed food contains more water than is required in the final product. When the foodstuff is a liquid, the easiest method of
CHAPTER 8 EVAPORATION Frequently in the food industry a raw material or a processed food contains more water than is required in the final product. When the foodstuff is a liquid, the easiest method of
Specific Energy Consumption of Heat Pump Drying System
 Mindanao Journal of Science and Technology Vol.14 (2016) 131-145 Specific Energy Consumption of Heat Pump Drying System Adonis A. Closas 1* and Eliseo P. Villanueva 2 1 College of Engineering and Architecture
Mindanao Journal of Science and Technology Vol.14 (2016) 131-145 Specific Energy Consumption of Heat Pump Drying System Adonis A. Closas 1* and Eliseo P. Villanueva 2 1 College of Engineering and Architecture
Effect of domestic storage and cooking conditions on the risk distribution in ready to cook meat products
 Effect of domestic storage and cooking conditions on the risk distribution in ready to cook meat products Bakalis S.*, Giannakourou M.C. and Taoukis P. School of Chemical Engineering, National Technical
Effect of domestic storage and cooking conditions on the risk distribution in ready to cook meat products Bakalis S.*, Giannakourou M.C. and Taoukis P. School of Chemical Engineering, National Technical
CERBERUS: A NEW MODEL TO ESTIMATE SIZE AND SPREAD FOR FIRES IN TUNNELS WITH LONGITUDINAL VENTILATION
 - 69 - CERBERUS: A NEW MODEL TO ESTIMATE SIZE AND SPREAD FOR FIRES IN TUNNELS WITH LONGITUDINAL VENTILATION R.O. Carvel, A.N. Beard & P.W. Jowitt Department of Civil and Offshore Engineering, Heriot-Watt
- 69 - CERBERUS: A NEW MODEL TO ESTIMATE SIZE AND SPREAD FOR FIRES IN TUNNELS WITH LONGITUDINAL VENTILATION R.O. Carvel, A.N. Beard & P.W. Jowitt Department of Civil and Offshore Engineering, Heriot-Watt
Drying Parawood with Superheated Steam
 American Journal of Applied Sciences 4 (4): 215-219, 2007 ISSN 1546-9239 2007 Science Publications Drying Parawood with Superheated Steam Surachai Bovornsethanan and Somchai Wongwises Department of Mechanical
American Journal of Applied Sciences 4 (4): 215-219, 2007 ISSN 1546-9239 2007 Science Publications Drying Parawood with Superheated Steam Surachai Bovornsethanan and Somchai Wongwises Department of Mechanical
Introduction to Material and Energy Balance
 Subject Name Paper Name Module Name/Title Module Id Pre-requisites Objectives Keywords Description of Module Food Technology Unit Operations in Food Processing Introduction to material and energy balance
Subject Name Paper Name Module Name/Title Module Id Pre-requisites Objectives Keywords Description of Module Food Technology Unit Operations in Food Processing Introduction to material and energy balance
Exhaust. a) For an arbitrary ambient temperature develop an expression for Q chiller in terms of M amb and M total.
 For an arbitrary ambient temperature develop an expression for Q chiller in terms of M amb and M total.") 1. State 2 75 o F Exhaust M amb T amb State 3 Room Q chiller State 1 60 o F M total A room at steady state has a supply air stream of cool air entering at 60 o F. The lights, office appliances and people
1. State 2 75 o F Exhaust M amb T amb State 3 Room Q chiller State 1 60 o F M total A room at steady state has a supply air stream of cool air entering at 60 o F. The lights, office appliances and people
Simulation Of Pneumatic Drying: Influence Of Particle Diameter And Solid Loading Ratio
 International Journal of ChemTech Research CODEN( USA): IJCRGG ISSN : 0974-4290 Vol.4, No.4, pp 1633-1641, Oct-Dec 2012 Simulation Of Pneumatic Drying: Influence Of Particle Diameter And Solid Loading
International Journal of ChemTech Research CODEN( USA): IJCRGG ISSN : 0974-4290 Vol.4, No.4, pp 1633-1641, Oct-Dec 2012 Simulation Of Pneumatic Drying: Influence Of Particle Diameter And Solid Loading
Eliminating Condensation and Resulting Corrosion. Sulphur Tail Gas and De-Gas Lines
 Eliminating Condensation and Resulting Corrosion In Sulphur Tail Gas and De-Gas Lines By David R. Hornbaker, Controls Southeast, Inc. and Graham M. MacPherson, P.Eng., Millenia Resource Consulting Abstract
Eliminating Condensation and Resulting Corrosion In Sulphur Tail Gas and De-Gas Lines By David R. Hornbaker, Controls Southeast, Inc. and Graham M. MacPherson, P.Eng., Millenia Resource Consulting Abstract
HUMIDITY RELATIONSHIP DETERMINATED IN THE DRYING CEREAL SEED FLUIDIZED BED
 Bulletin of the Transilvania University of Braşov Vol. 2 (51) - 2009 Series I: Engineering Sciences HUMIDITY RELATIONSHIP DETERMINATED IN THE DRYING CEREAL SEED FLUIDIZED BED C.D. CERNĂIANU 1 A.E.STĂNCUŢ
Bulletin of the Transilvania University of Braşov Vol. 2 (51) - 2009 Series I: Engineering Sciences HUMIDITY RELATIONSHIP DETERMINATED IN THE DRYING CEREAL SEED FLUIDIZED BED C.D. CERNĂIANU 1 A.E.STĂNCUŢ
Plant Tissue Testing as a Guide to Side-Dressing Sugar Beets 1
 Plant Tissue Testing as a Guide to Side-Dressing Sugar Beets 1 L. S. ROBERTSON 2 The testing of green plant tissue is recognized as a reliable method for determining the nutrient status of plants (3, 5)
Plant Tissue Testing as a Guide to Side-Dressing Sugar Beets 1 L. S. ROBERTSON 2 The testing of green plant tissue is recognized as a reliable method for determining the nutrient status of plants (3, 5)
(Refer Slide Time: 00:00:40 min)
") Refrigeration and Air Conditioning Prof. M. Ramgopal Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture No. # 10 Vapour Compression Refrigeration Systems (Refer Slide
Refrigeration and Air Conditioning Prof. M. Ramgopal Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture No. # 10 Vapour Compression Refrigeration Systems (Refer Slide
Stock Vessels for Improved Quality and Energy Savings
 Innovative Mixing of 6%-20% Consistency Stock Vessels for Improved Quality and Energy Savings Marc R. Moseley Manager, Global Pulp & Paper Industry Philadelphia Mixing Solutions, Ltd. Dr. Wojtek Wyczalkowski
Innovative Mixing of 6%-20% Consistency Stock Vessels for Improved Quality and Energy Savings Marc R. Moseley Manager, Global Pulp & Paper Industry Philadelphia Mixing Solutions, Ltd. Dr. Wojtek Wyczalkowski
COMPARING AIR COOLER RATINGS PART 1: Not All Rating Methods are Created Equal
 By Bruce I. Nelson, P.E., President, Colmac Coil Manufacturing, Inc. COMPARING AIR COOLER RATINGS PART 1: Not All Rating Methods are Created Equal Summary Refrigeration air coolers (evaporators) are widely
By Bruce I. Nelson, P.E., President, Colmac Coil Manufacturing, Inc. COMPARING AIR COOLER RATINGS PART 1: Not All Rating Methods are Created Equal Summary Refrigeration air coolers (evaporators) are widely
Compaction. Compaction purposes and processes. Compaction as a construction process
 Compaction Compaction purposes and processes Specification and quality control Moisture condition value Compaction is a process that brings about an increase in soil density or unit weight, accompanied
Compaction Compaction purposes and processes Specification and quality control Moisture condition value Compaction is a process that brings about an increase in soil density or unit weight, accompanied
PERFORMANCE OF GEOSYNTHETICS IN THE FILTRATION OF HIGH WATER CONTENT WASTE MATERIAL
 IGC 2009, Guntur, INDIA PERFORMANCE OF GEOSYNTHETICS IN THE FILTRATION OF HIGH WATER CONTENT WASTE MATERIAL K. Ilamparuthi Professor, Anna University, Chennai 600025, India. E-mail: kanniilam@gmail.com
IGC 2009, Guntur, INDIA PERFORMANCE OF GEOSYNTHETICS IN THE FILTRATION OF HIGH WATER CONTENT WASTE MATERIAL K. Ilamparuthi Professor, Anna University, Chennai 600025, India. E-mail: kanniilam@gmail.com
Performance of Geosynthetics in the Filtration of High Water Content Waste Material
 INDIAN GEOTECHNICAL SOCIETY CHENNAI CHAPTER Performance of Geosynthetics in the Filtration of High Water Content Waste Material T. Arun 1 and K. Ilamparuthi 2 ABSTRACT: Filtration mould was fabricated
INDIAN GEOTECHNICAL SOCIETY CHENNAI CHAPTER Performance of Geosynthetics in the Filtration of High Water Content Waste Material T. Arun 1 and K. Ilamparuthi 2 ABSTRACT: Filtration mould was fabricated
MSU Extension Publication Archive. Scroll down to view the publication.
 MSU Extension Publication Archive Archive copy of publication, do not use for current recommendations. Up-to-date information about many topics can be obtained from your local Extension office. Soil Organic
MSU Extension Publication Archive Archive copy of publication, do not use for current recommendations. Up-to-date information about many topics can be obtained from your local Extension office. Soil Organic
Effect of Method of Application of Double Superphosphate on the Yield and Phosphorus Uptake by Sugar Beets 1
 Effect of Method of Application of Double Superphosphate on the Yield and Phosphorus Uptake by Sugar Beets 1 W. E. LARSON 2 Optimum phosphate fertilizer placement for sugar beets is probably dependent
Effect of Method of Application of Double Superphosphate on the Yield and Phosphorus Uptake by Sugar Beets 1 W. E. LARSON 2 Optimum phosphate fertilizer placement for sugar beets is probably dependent
Air Flow Study inside the Supermarket Refrigeration System
 Air Flow Study inside the Supermarket Refrigeration System Sandeep Palaksha Senior CAE Engineer Hussmann Services India LLP #9, Anand s Corner, 2 nd Floor Market Road, Netkallappa Circle Basavanagudi,
Air Flow Study inside the Supermarket Refrigeration System Sandeep Palaksha Senior CAE Engineer Hussmann Services India LLP #9, Anand s Corner, 2 nd Floor Market Road, Netkallappa Circle Basavanagudi,
MODULATING CONTROL OF LOW NO X BURNERS
 MODULATING CONTROL OF LOW NO X BURNERS ABSTRACT Manufacturers of today s wall-fired low NO X burners (LNB) recommend a single-position secondary air volume control for in-service burners. Air register
MODULATING CONTROL OF LOW NO X BURNERS ABSTRACT Manufacturers of today s wall-fired low NO X burners (LNB) recommend a single-position secondary air volume control for in-service burners. Air register
CFD Analysis of temperature dissipation from a hollow metallic pipe through circular fins using Ansys 14.5
 IJAET International Journal of Application of Engineering and Technology ISSN: 2395-3594 Vol-1 No.-2 CFD Analysis of temperature dissipation from a hollow metallic pipe through circular fins using Ansys
IJAET International Journal of Application of Engineering and Technology ISSN: 2395-3594 Vol-1 No.-2 CFD Analysis of temperature dissipation from a hollow metallic pipe through circular fins using Ansys
FREQUENCY ENHANCEMENT OF DUAL-JUNCTION THERMOCOUPLE PROBES
 XXIII Biannual Symposium on Measuring Techniques in Turbomachinery Transonic and Supersonic Flow in FREQUENCY ENHANCEMENT OF DUAL-JUNCTION THERMOCOUPLE PROBES James Braun Purdue University Indiana, United
XXIII Biannual Symposium on Measuring Techniques in Turbomachinery Transonic and Supersonic Flow in FREQUENCY ENHANCEMENT OF DUAL-JUNCTION THERMOCOUPLE PROBES James Braun Purdue University Indiana, United
Force and Bungee Cord Length: Will Longer Length Un-Stretched of Cord result in a Greater or Lesser Force than a Shorter Length of Un-Stretched Cord
 Force and Bungee Cord Length: Will Longer Length Un-Stretched of Cord result in a Greater or Lesser Force than a Shorter Length of Un-Stretched Cord Introduction: Answering the request of quite the adventurous
Force and Bungee Cord Length: Will Longer Length Un-Stretched of Cord result in a Greater or Lesser Force than a Shorter Length of Un-Stretched Cord Introduction: Answering the request of quite the adventurous
API MANUAL OF PETROLEUM MEASUREMENT STANDARDS
 API MANUAL OF PETROLEUM MEASUREMENT STANDARDS Chapter 22 Testing Protocols Section 1 General Guidelines for Developing Testing Protocols for Devices Used in the Measurement of Hydrocarbon Fluids Type Testing
API MANUAL OF PETROLEUM MEASUREMENT STANDARDS Chapter 22 Testing Protocols Section 1 General Guidelines for Developing Testing Protocols for Devices Used in the Measurement of Hydrocarbon Fluids Type Testing
Dynamic Simulation of Double Pipe Heat Exchanger using MATLAB simulink
 Dynamic Simulation of Double Pipe Heat Exchanger using MATLAB simulink 1 Asoka R.G, 2 Aishwarya N, 3 Rajasekar S and 4 Meyyappan N 1234 Department of Chemical Engineering Sri Venkateswara College of Engineering,
Dynamic Simulation of Double Pipe Heat Exchanger using MATLAB simulink 1 Asoka R.G, 2 Aishwarya N, 3 Rajasekar S and 4 Meyyappan N 1234 Department of Chemical Engineering Sri Venkateswara College of Engineering,
4th International Conference on Sensors, Measurement and Intelligent Materials (ICSMIM 2015)
") 4th International Conference on Sensors, Measurement and Intelligent Materials (ICSMIM 2015) Multi-stage Series Heat Pump Drying System with Dehumidification Simulation and Experiment Verification Chao
4th International Conference on Sensors, Measurement and Intelligent Materials (ICSMIM 2015) Multi-stage Series Heat Pump Drying System with Dehumidification Simulation and Experiment Verification Chao
Lab 1b Cooling Tower Performance and Sensors for Thermal-Fluid Systems
 Lab 1b Cooling Tower Performance and Sensors for Thermal-Fluid Systems OBJECTIVES Warning: though the experiment has educational objectives (to learn about boiling heat transfer, etc.), these should not
Lab 1b Cooling Tower Performance and Sensors for Thermal-Fluid Systems OBJECTIVES Warning: though the experiment has educational objectives (to learn about boiling heat transfer, etc.), these should not
CHARCOAL CANISTER (Activated Charcoal Adsorption Device) by Proportional Counting
 by Proportional Counting") LAB ID and/or LABORATORY NAME: ASSESSOR NAME: DATE: CHARCOAL CANISTER (Activated Charcoal Adsorption Device) by Proportional Counting Method Number: ELAP method number 7036 SOP Number: Revision Number:
LAB ID and/or LABORATORY NAME: ASSESSOR NAME: DATE: CHARCOAL CANISTER (Activated Charcoal Adsorption Device) by Proportional Counting Method Number: ELAP method number 7036 SOP Number: Revision Number:
LAB ID and/or LABORATORY NAME: ASSESSOR NAME: ELECTRET by Voltametry. Method Number: ELAP method number SOP Number: Revision Number: SOP Date:
 LAB ID and/or LABORATORY NAME: ASSESSOR NAME: DATE: ELECTRET by Voltametry Method Number: ELAP method number 7034 SOP Number: Revision Number: SOP Date: Personnel / Data Records observed: General LLD:
LAB ID and/or LABORATORY NAME: ASSESSOR NAME: DATE: ELECTRET by Voltametry Method Number: ELAP method number 7034 SOP Number: Revision Number: SOP Date: Personnel / Data Records observed: General LLD:
Thick-Film Heater achieves Superior Performance in Thermal Response, Uniformity and Efficiency.
 Thick-Film Heater achieves Superior Performance in Thermal Response, Uniformity and Efficiency. by Mary Ruggiero, P.Eng., PhD and John Stockton, P.Eng Abstract IntegrAL thick-film heaters by Datec Corporation
Thick-Film Heater achieves Superior Performance in Thermal Response, Uniformity and Efficiency. by Mary Ruggiero, P.Eng., PhD and John Stockton, P.Eng Abstract IntegrAL thick-film heaters by Datec Corporation
Challenges and Methods of Estimating a Conceptual HVAC Design
 Challenges and Methods of Estimating a Conceptual HVAC Design ABSTRACT In any conceptual HVAC design, estimators are faced with the challenge of trying to capture all of the pieces that complete a system.
Challenges and Methods of Estimating a Conceptual HVAC Design ABSTRACT In any conceptual HVAC design, estimators are faced with the challenge of trying to capture all of the pieces that complete a system.
Landscaping and Turf Management Instructional Framework
 Landscaping and Turf Management Instructional Framework An instructional framework provides educators with a list of benchmark statements aligned to and national content are standards for a given course
Landscaping and Turf Management Instructional Framework An instructional framework provides educators with a list of benchmark statements aligned to and national content are standards for a given course
FLIGHT UNLOADING IN ROTARY SUGAR DRYERS. P.F. BRITTON, P.A. SCHNEIDER and M.E. SHEEHAN. James Cook University
 FLIGHT UNLOADING IN ROTARY SUGAR DRYERS By P.F. BRITTON, P.A. SCHNEIDER and M.E. SHEEHAN James Cook University Paul.Britton@jcu.edu.au, Phil.Schnieder@jcu.edu.au, Madoc.Sheehan@jcu.edu.au Keywords: Drying,
FLIGHT UNLOADING IN ROTARY SUGAR DRYERS By P.F. BRITTON, P.A. SCHNEIDER and M.E. SHEEHAN James Cook University Paul.Britton@jcu.edu.au, Phil.Schnieder@jcu.edu.au, Madoc.Sheehan@jcu.edu.au Keywords: Drying,
Thermal Environment in a Space with Capillary Mats Large-Area Cooling and Heating
 Thermal Environment in a Space with Capillary Mats Large-Area Cooling and Heating Vladimír Zmrhal Czech Technical University in Prague, Faculty of Mechanical Engineering Corresponding email: Vladimir.Zmrhal@fs.cvut.cz
Thermal Environment in a Space with Capillary Mats Large-Area Cooling and Heating Vladimír Zmrhal Czech Technical University in Prague, Faculty of Mechanical Engineering Corresponding email: Vladimir.Zmrhal@fs.cvut.cz
INSTRUMENTATION AND EVALUATION OF COMMERCIAL AND HOMEMADE PASSIVE SOLAR PANELS
 Session 1359 INSTRUMENTATION AND EVALUATION OF COMMERCIAL AND HOMEMADE PASSIVE SOLAR PANELS Emin Yılmaz University of Maryland Eastern Shore Princess Anne, Maryland 21853 (410)-651-6470 E-mail: eyilmaz@mail.umes.edu
Session 1359 INSTRUMENTATION AND EVALUATION OF COMMERCIAL AND HOMEMADE PASSIVE SOLAR PANELS Emin Yılmaz University of Maryland Eastern Shore Princess Anne, Maryland 21853 (410)-651-6470 E-mail: eyilmaz@mail.umes.edu
They are large trees, growing to m tall, deciduous in the dry season
 TEAK Teak (Tectona grandis), is a genus of Tropical Hard wood trees in the family Verbinaceae, native to the south and southeast of Asia. They are large trees, growing to 30-40 m tall, deciduous in the
TEAK Teak (Tectona grandis), is a genus of Tropical Hard wood trees in the family Verbinaceae, native to the south and southeast of Asia. They are large trees, growing to 30-40 m tall, deciduous in the
A novel test method for predicting crushing elasticity in medium fluting with higher relevance than for instance currently used methods like CMT
 White paper Thomas Fürst (ABB) Lorentzen & Wettre products, Sweden Peter Gerards (Smurfit Kappa) Product Development, Netherlands A novel test method for predicting crushing elasticity in medium fluting
White paper Thomas Fürst (ABB) Lorentzen & Wettre products, Sweden Peter Gerards (Smurfit Kappa) Product Development, Netherlands A novel test method for predicting crushing elasticity in medium fluting
CL4001 HEAT TRANSFER OPERATIONS
 CL4001 HEAT TRANSFER OPERATIONS MODULE V Lecture Notes: Debasree Ghosh HEAT EXCHANGER Lecturer, Department of Chemical Engineering, Birla Institute of Technology, Mesra Heat Exchangers: Introduction and
CL4001 HEAT TRANSFER OPERATIONS MODULE V Lecture Notes: Debasree Ghosh HEAT EXCHANGER Lecturer, Department of Chemical Engineering, Birla Institute of Technology, Mesra Heat Exchangers: Introduction and
The Performance of Thermocompressors as Related to Paper Machine Dryer Drainage Systems
 The Performance of Thermocompressors as Related to Paper Machine Drainage Systems C. G. Blatchley and H. J. Stratton Schutte and Koerting, Bensalem, Bucks County, PA Thermocompressors have been successfully
The Performance of Thermocompressors as Related to Paper Machine Drainage Systems C. G. Blatchley and H. J. Stratton Schutte and Koerting, Bensalem, Bucks County, PA Thermocompressors have been successfully
MARQUETTE UNIVERSITY DEPARTMENT OF CIVIL AND ENVIRONMENTAL ENGINEERING LAB REPORT FORMAT
 MARQUETTE UNIVERSITY DEPARTMENT OF CIVIL AND ENVIRONMENTAL ENGINEERING LAB REPORT FORMAT a. All reports must be typed and include the following sections in the order specified: Title Page Introduction
MARQUETTE UNIVERSITY DEPARTMENT OF CIVIL AND ENVIRONMENTAL ENGINEERING LAB REPORT FORMAT a. All reports must be typed and include the following sections in the order specified: Title Page Introduction
THERMAL TESTING OF A 3D PRINTED NON-UNIFORM HEATSINK AGAINST STATE-OF- THE-ART FINNED GEOMETRY
 THERMAL TESTING OF A 3D PRINTED NON-UNIFORM HEATSINK AGAINST STATE-OF- THE-ART FINNED GEOMETRY Robert Smith, P.E., Chief Technologist FEBRUARY 13, 2016 QRP 6764 Airport Road West Jordan, UT 84081 www.qualifiedrapidproducts.com
THERMAL TESTING OF A 3D PRINTED NON-UNIFORM HEATSINK AGAINST STATE-OF- THE-ART FINNED GEOMETRY Robert Smith, P.E., Chief Technologist FEBRUARY 13, 2016 QRP 6764 Airport Road West Jordan, UT 84081 www.qualifiedrapidproducts.com
NEBRASKA MODIFIED ROOF POND: 1985 SUMMER PERFORMANCE RESULTS
 NEBRASKA MODIFIED ROOF POND: 1985 SUMMER PERFORMANCE RESULTS by Drs. Bing Chen, Raymond Guenther, John Maloney, and John Kasher and Chuck Sloup, Jay Kratochvil, Tom Goetzinger Passive Solar Research Group
NEBRASKA MODIFIED ROOF POND: 1985 SUMMER PERFORMANCE RESULTS by Drs. Bing Chen, Raymond Guenther, John Maloney, and John Kasher and Chuck Sloup, Jay Kratochvil, Tom Goetzinger Passive Solar Research Group
ω = (1) Kirby S. Chapman Ph.D.
 Kirby S. Chapman Ph.D.") White Paper: Relative Humidity Impacts of the AirFloor System in the Built Environment Kirby S. Chapman Ph.D. kirby.chapman@scavengetech.com Introduction Relative humidity is specified as one of the seven
White Paper: Relative Humidity Impacts of the AirFloor System in the Built Environment Kirby S. Chapman Ph.D. kirby.chapman@scavengetech.com Introduction Relative humidity is specified as one of the seven
Study on the Effect of Blade Angle on the Performance of a Small Cooling Tower
 Kasetsart J. (Nat. Sci.) 42 : 378-384 (2008) Study on the Effect of Blade Angle on the Performance of a Small Cooling Tower Montri Pirunkaset* and Santi Laksitanonta ABSTRACT This paper presents the effect
Kasetsart J. (Nat. Sci.) 42 : 378-384 (2008) Study on the Effect of Blade Angle on the Performance of a Small Cooling Tower Montri Pirunkaset* and Santi Laksitanonta ABSTRACT This paper presents the effect
'7 Infrared Drying and Curing Systems w4
 '7 Infrared Drying and Curing Systems w4 by: James R. Gulnick Casso-Solar Corporation Pomona, New York Today's finishes require precise control of color, gloss, texture and surface finish. Cured organic
'7 Infrared Drying and Curing Systems w4 by: James R. Gulnick Casso-Solar Corporation Pomona, New York Today's finishes require precise control of color, gloss, texture and surface finish. Cured organic
Heating Ventilation and Air Conditioning Laboratory
 Heating Ventilation and Air Conditioning Laboratory Lab.Incharge: Mr.Adnan Qamar (Lecturer) Coordinating Staff: Khawar Siddique (Lab Assistant) Muhammad Usman Saleem (Lab Assistant) Description of Lab.
Heating Ventilation and Air Conditioning Laboratory Lab.Incharge: Mr.Adnan Qamar (Lecturer) Coordinating Staff: Khawar Siddique (Lab Assistant) Muhammad Usman Saleem (Lab Assistant) Description of Lab.
MECHANICAL SCIENCE Module 2 Heat Exchangers
 Department of Energy Fundamentals Handbook MECHANICAL SCIENCE Module 2 Heat Exchangers Heat Exchangers DOE-HDBK-1018/1-93 TABLE OF CONTENTS TABLE OF CONTENTS LIST OF FIGURES... ii LIST OF TABLES... iii
Department of Energy Fundamentals Handbook MECHANICAL SCIENCE Module 2 Heat Exchangers Heat Exchangers DOE-HDBK-1018/1-93 TABLE OF CONTENTS TABLE OF CONTENTS LIST OF FIGURES... ii LIST OF TABLES... iii
Can extreme selection change expression of a quantitative trait in a population in one generation?
 Big Idea 1 Evolution investigation 1 ARTIFICIAL SELECTION Can extreme selection change expression of a quantitative trait in a population in one generation? BACKGROUND Evolution is a process that has existed
Big Idea 1 Evolution investigation 1 ARTIFICIAL SELECTION Can extreme selection change expression of a quantitative trait in a population in one generation? BACKGROUND Evolution is a process that has existed
Thermo-physical properties found on most psychrometric charts
 Psychrometric Chart The psychrometric chart displays the relationship between dry-bulb, wet-bulb, and dew point temperatures and specific and relative humidity. Given any two properties, the others can
Psychrometric Chart The psychrometric chart displays the relationship between dry-bulb, wet-bulb, and dew point temperatures and specific and relative humidity. Given any two properties, the others can