Feed Interruption Three separate incidents within Marathon petroleum. p Garyville 2005, 05 Coker Unit - Feed interruption/furnace tripped caused by wa
|
|
|
- Cordelia Ross
- 5 years ago
- Views:
Transcription




1 Feed Interruption, Foamover, Tarball, and Cooked Drum Experience Gary Gianzon Heavy Oil Technologist Marathon Petroleum Company LLC April 2010
2 Feed Interruption Three separate incidents within Marathon petroleum. p Garyville 2005, 05 Coker Unit - Feed interruption/furnace tripped caused by water in the charge pump seal flush resulting in massive foamover (2005). The unit was down for 21 days for clean-up and repairs. Robinson 2006, #5 Drum - charge pump seal issues and TDC 3000 conversion problems resulted in a furnace trip. The furnace could not be relit on time and the coke drum did not reach operating temperature. The coke drum bypass procedure was followed. Lined up steam to open flow path to the coke drum. The unit was shutdown for 3 days to clean up the tar in the unheading deck and rail cars. 1 Garyville 2010, 205 Coker Unit During start-up of the new coker unit, the charge pump tripped and could not be re-started on time. The coke drum bypass procedure was followed. Lined up steam to open flow path to the coke drum. Hot steam stripped the coke drum with 1000 F superheated steam for 10 hours. Start-up was delayed for 48 hours. Steam vaporized the gasoil and coked the resid in the drum.
3 05 Coker Unit Garyville 2005 Commissioned in late Diameter Drums Feed is composed of ~60% ROSE Pitch / ~40% Vacuum Tower Resid Normal charge rate is 38,000 BPSD Drum Cycle is 16.5 hours 4 neutron backscatter level indicators are used on each Coke Drum. The 4 th device is used as high level. 2
4 Initial Conditions October 2005 The Coker was operating normally at 38,000 BPD Throughout the month of October there were several minor operating issues: Heater cell trips due to individual pass flow transmitter blips Small coke carryover events Drum dumps / soft coke Coker gas oil system pluggage 3
5 Incident Discussion Feed was routed to Drum 2330 hours This was a normal swap. No concerns noted Next scheduled drum switch is 1600 hours 2 hours 0130 hours the Coker Charge Pump seal flush automatically swapped from gas oil to its back-up of distillate due to low gas oil header pressure. The low pressure was the result of system fouling from the minor incidents occurring throughout the month of October 4
6 Incident Discussion (continued) Operation s shift change occurs at 0600 hours During the morning rounds, the unit operator noted the distillate filter pressure drop (DP) was higher than normal The operator was unaware that the seal flush had swapped to its back-up The high DP was caused by the additional flow required to satisfy the gas oil flush system The distillate flush filters were 0716 hours 5
7 0716 hours The Coker Charge Pump cavitates Water or light hydrocarbon is the expected cause of the cavitation Coke Drum 1 Coke Drum 2 Main Fractionator Off On Feed 6 Heater Charge Pump
8 0716 hours (continued) The cavitating pump causes the heater to trip Low flow should only trip the main burners The pilots trip due to loss of flame indication A complete purge cycle is now required to restart the heater Coke Drum 1 Off Coke Drum 2 On Main Fractionator Feed 7 Heater Charge Pump
9 0747 hours The purge cycle is completed and all of the pilots are relit There are 168 pilot/burner assemblies in the heater Coke Drum 1 Coke Drum 2 Main Fractionator The Drum 2 inlet temperature drops from 900 F to 600 F Off On Feed rate is reduced from 38,000 BPD to 29,000 BPD Feed Antifoam is maximized i Heater Charge Pump 8
10 hours The Coker returns to normal operation Drum 2 Inlet temperature reaches hours (150% more time than typical) Coke Drum 1 Coke Drum 2 Main Fractionator Feed rate returns to 38, hours No problems are reported Off On Feed 9 Heater Charge Pump
11 hours The Coker runs normally with no noted concerns Drum 2 outlet t temperature t reaches 790 F by 1400 hours. (temperature was 810 F before heater trip) Coke Drum 1 Coke Drum 2 Main Fractionator Off On Feed 10 Heater Charge Pump
12 1425 hours The 3 rd (of 4) nuclear level indication rapidly climbs from 14% to 100% N4 N3 Top Tangent 10 ft 15 ft 3 minutes vs. the typical 15 minute time frame This detector is calibrated to indicate coke, not 100% of scale Coke Drum 2 This is approximate 1.5 hours before the scheduled drum switch time On 11
13 1430 hours The 4th (of 4) nuclear level indication shows movement to 28% N4 N3 Top Tangent 10 ft 15 ft This detector is calibrated to indicate 20% of scale It normally takes 45 minutes to see activity after the 3 rd nuke is activated Coke Drum 2 The decision to switch drums early is made by operations On 12
14 1445 hours Feed is fully routed to Drum 1 Drum 2 pressure drops 6 psig after the switch This drop in pressure causes the foam height to grow as indicated d by the 4 th nuke reaching 100% by 1448 hours Coke Drum 1 On Coke Drum 2 Off Main Fractionator Feed Recall that feed is out of Drum 2 entirely 13 Drum 2 begins to carryover which is audible in the field Heater Charge Pump
15 hours As the carryover occurs, back-pressure begins to be a problem for both Coke Drums The combined outlet line begins to restrict Coke Drum 1 Coke Drum 2 Main Fractionator Drum 1 reaches 50 psig Drum 2 reaches 80 psig On Off At 80 psig, the relief valve (RV) opens on Drum 2 Feed 14 Coke is carried into the Main Fractionator and the Blowdown system via the RV Heater Charge Pump
16 hours The Coker is shutdown The system pressure reaches its automatic control point to vent to the flare through the Blowdown Drum Coke Drum 1 Coke Drum 2 Main Fractionator The Wet Gas Compressor shuts down due to high level in the Interstage Drum Off On At 1604 hours the Drum 24 th nuke drops off indicating the foaming has stopped Feed All flaring 1619 hours Heater Charge Pump 15







17 Results of the Incident The Coker was down for 21 days Explosive charges, manual chipping, and hydroblasting used for coke removal Hard coke was deposited: In the Coke Drum vapor outlet lines In the Main Fractionator Up to the gas oil pumparound return Throughout the Blowdown System Significant tray damage Including dislodging of the Flash Zone Gas Oil tray 16
18 Causes Leading to the Incident The unit feed rate was not reduced to minimum when the Charge Heater shut down Rate was only reduced d to 29,000 BPD The rate was only reduced for approximately 1.5 hours A large quantity of feed was introduced into Drum 2 below coking temperature Furnace outlet temperature was not raised fast enough to coking temperature (normally takes 45 minutes to 1 hour versus 1.5 hours). Reduced coking reaction as apparent by the low drum outlet t temperature t (790 F vs. 810 F) Resulted in a 16 ft foam height vs. a normal height of 2-5 ft 17
19 Causes Leading to the Incident (continued) The loss of heater pass flow caused a total heater shutdown ESD logic only trips the main burners on loss of flow The total heater shutdown occurred because the flame scanners did not read the pilot flames when the main burners were shut-off 18
20 Corrective Actions Procedures were developed to swap the seal flush filter systems Steps were added to flush the filters before placing them in service Flame rods were added as flame detection in the heater These rods directly measure the pilot flame ESD logic updated to use the flame rods instead of fth the flame scanners 19
21 Corrective Actions (continued) Additional nuclear level devices were added to each coke drum The new instrumentation allows continuous measurement of the coke bed & foam height throughout the top half of the drum This information allows operations more warning and a better opportunity to control abnormal foam height Developed operational decision matrix for a loss of furnace event. (see attached) Provides direction on: Feed rate reduction Time allowances for each restart step 20
22 Corrective Actions (continued).total FURNACE S/D...(Loss of Pilots) Reduce Furnace Charge To 27MBPD Rose Unit=20M Fresh Feed=20M <4 hrs into Cycle >4 hrs. into Cycle Relight If at any time you fail to get Bypass Drum Furnace permissive proceed to Htr. Outlet Relit <1hr Not Relit >1hr Normal Htr. Ops. Hold Fresh until offline Drum is Ready Bypass Htr. Outlet <750 degs.f Relight Furnace <1hour >1hour Relight Furnace Prepare offline Drum for Feed 21 Normal Htr. Ops. Reintroduce Feed to Drum Set until the offline Drum is Ready Route Drum Ovhd to Blowdown Do Not Re-introduce Feed to Drum
23 Corrective Actions (continued)...loss Of Main Flame...(Pilots Still Lit) Reduce Furnace Charge To 27MBPD Rose Unit=20M Fresh Feed=20M Relit < 15mins. Relight Furnace Relit > 15mins. 22 Normal Htr. Ops Hold Fresh until offline Drum Ovhd reaches 800degs.F Hold Fresh until offline Drum is Ready Continue to Relight Relit <1hr. Normal Htr. Ops <4hours into Cycle >4hrs. Into Cycle If at any time you fail to get permissive proceed to bypass Relit >1hr. Bypass Drum Relight Furnace < 1hour > 1hour Normal Htr. Ops Feed Reintroduce to Drum Set until the offline Drum is Ready Route Drum Ovhd to Blowdown Do Not Re-introduce Feed to Drum Bypass Drum Relight Furnace Prepare offline Drum
24 #5 Drum Robinson Special Coker 2006 During start-up, feed was lined up to the #5 Coke drum Less than 1 hour into the drum, charge pump seal issues and TDC 3000 conversion problems resulted in a furnace trip. The furnace can not be relit on time and the coke drum did not reach operating temperature. New controls prevented the heater from starting up. The coke drum bypass procedure was followed. Lined up steam to open flow path to the coke drum. The drum was steamed for an extensive period and then water quenched the drum. 23
25 #5 Drum Robinson Special Coker 2006 Drum will not drain properly, potential for Tarry drum Remove drum insulation at the bottom cone to determine if the drum is properly quenched. The cone temperature was cool. Applied extra support on the bottom unheading cart in anticipation of excessive Tar/Coke on the bottom head. Fire trucks were mobilized as a preventative measure to suppress fire in the coke structure. Water was added at the top of the drum and the drum was steamed and drained for 1 ½ days. Loosened the bolts on the bottom head. Tar starts flowing out of the drum. Coker was shutdown for 3 days during this incident with 1 day to clean up the unheading deck and rail cars. 24


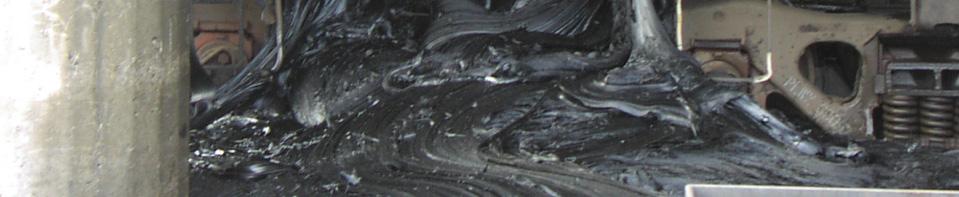
26 25 Results of the Incident






27 26 Results of the Incident
28 205 Coker Garyville Louisiana 2010 Commissioned in Diameter Drums Feed is composed of ~10% ROSE Pitch / ~90% Vacuum Tower Resid Design charge rate is 44,000 BPSD Drum Cycle is 16 hours 4 neutron backscatter level indicators are used on each Coke Drum. The 4 th device is used as high level. Continuous level device on the top ½ of the coke drum 27
29 205 Coker Garyville Louisiana Coker first started up on 2/2/2010 with feed switched into the drum at 21:00. The coke drum inlet temperature is at 900 F 45 minutes after drum swap. The furnace charge pump loses forward flow followed by furnace tripping off 55 minutes after drum swap. Velocity steam automatically trips open on low flow. Main fuel gas burners tripped on low flow. 28
30 205 Coker Garyville Louisiana 2010 Stable flow could not be re-established established 1 hour after the furnace trip so a decision was made to place the drum on bypass. Stripping steam was injected to maintain flow path in the drum. The charge pump finally starts running 3 ½ hours after feed interruption. Decision was made to follow the operational matrix ti to not tt to put tf feed db back ki in the drum. 29
31 Dealing with Tar in the Drum It was estimated that between 1000 to 1300 BBL of gasoil and resid was left holding in the 02 drum. Procedure was developed to coke the resid using superheated steam (1000 F furnace outlet) for 8 hours. Fire truck was mobilized as a precautionary measures. Drum was quenched per normal procedure. 30
32 Result Drain per normal procedure Water was black with coke fines floating on top. Cutting water was placed in pilot mode to remove material/tar sitting on top of the DeltaValve. Coke was cut per normal procedure (not much coke, around 500 lbs) Drum outage 138 ft (world record) Shortest Drum Cycle 50 minutes 31




33 32 Result
34 33 Questions?
Shell Deer Park Refinery Delayed Coker Incident March 4, 2004
 Shell Deer Park Refinery Delayed Coker Incident March 4, 2004 Brian Evans, Process Engineer Bottom of the Barrel Seminar April 19, 2005 Outline Unit Information Incident Details Resulting Impacts Plugged
Shell Deer Park Refinery Delayed Coker Incident March 4, 2004 Brian Evans, Process Engineer Bottom of the Barrel Seminar April 19, 2005 Outline Unit Information Incident Details Resulting Impacts Plugged
MaxiCoking Technology Breakthrough Technology for Improved Existing Delayed Coker Performance
 MaxiCoking Technology Breakthrough Technology for Improved Existing Delayed Coker Performance Foam Reduction in petroleum Cokers, US Patent 6,117,308: A method of producing petroleum coke in a petroleum
MaxiCoking Technology Breakthrough Technology for Improved Existing Delayed Coker Performance Foam Reduction in petroleum Cokers, US Patent 6,117,308: A method of producing petroleum coke in a petroleum
DELAYED COKER UNIT (DCU)
") DELAYED COKER UNIT (DCU) INTRODUCTION Delayed Coker unit is largestest of its type among all IOCL plants in India. This unit uses vacuum residue obtained from fractionation as the feed the main objective
DELAYED COKER UNIT (DCU) INTRODUCTION Delayed Coker unit is largestest of its type among all IOCL plants in India. This unit uses vacuum residue obtained from fractionation as the feed the main objective
Fired Heater Flooding
 Fired Heater Flooding Chuck Baukal Doug Basquez Mike Pappe Director, JZ Institute Energy Coordinator End User Sales & Service 918.234.2854 316.321.8387 661.588.5095 charles.baukal@johnzink.com douglas.basquez@hollyfrontier.com
Fired Heater Flooding Chuck Baukal Doug Basquez Mike Pappe Director, JZ Institute Energy Coordinator End User Sales & Service 918.234.2854 316.321.8387 661.588.5095 charles.baukal@johnzink.com douglas.basquez@hollyfrontier.com
PROCESS & MECHANICAL DESIGN FOR DISTILLATION COLUMN RELIABILITY
 PROCESS & MECHANICAL DESIGN FOR DISTILLATION COLUMN RELIABILITY #39A AIChE Spring 2002 Meeting David A. Freed Ian Buttridge Dana Laird Koch-Glitsch, Inc. December 13, 2001 PROCESS & MECHANICAL DESIGN FOR
PROCESS & MECHANICAL DESIGN FOR DISTILLATION COLUMN RELIABILITY #39A AIChE Spring 2002 Meeting David A. Freed Ian Buttridge Dana Laird Koch-Glitsch, Inc. December 13, 2001 PROCESS & MECHANICAL DESIGN FOR
NFPA 85 COMPLIANCES OF BMS: A CASE STUDY OF BOILER CONTROL AT SBM OFFSHORE MALAYSIA COMPANY 1. AHMED ABOUELRISH 2 Universiti Teknologi Petronas
 Journal of Contemporary Issues in Business Research ISSN 2305-8277 (Online), 2013, Vol. 2, No. 4, 109-123. Copyright of the Academic Journals JCIBR All rights reserved. NFPA 85 COMPLIANCES OF BMS: A CASE
Journal of Contemporary Issues in Business Research ISSN 2305-8277 (Online), 2013, Vol. 2, No. 4, 109-123. Copyright of the Academic Journals JCIBR All rights reserved. NFPA 85 COMPLIANCES OF BMS: A CASE
Engineering Standard. Saudi Aramco DeskTop Standards
 Engineering Standard 26 October 2005 Instrumentation Standards Committee Members Al-Awami. L.H., Chairman Tuin, R.R., Vice Chairman Al-Dakhil, T.K. Al-Dhafeeri, F.T. Al-Khalifa, A.H. Al-Madhi, F.A. Alqaffas,
Engineering Standard 26 October 2005 Instrumentation Standards Committee Members Al-Awami. L.H., Chairman Tuin, R.R., Vice Chairman Al-Dakhil, T.K. Al-Dhafeeri, F.T. Al-Khalifa, A.H. Al-Madhi, F.A. Alqaffas,
Refinery Vacuum Towers. State of the Art. (Extended Abstract)
") Paper 357b Refinery Vacuum Towers State of the Art (Extended Abstract) Andrew W. Sloley CH2M HILL 21 Bellwether Way, Unit 111 Bellingham, WA 98225 Prepared for Presentation at the American Institute of
Paper 357b Refinery Vacuum Towers State of the Art (Extended Abstract) Andrew W. Sloley CH2M HILL 21 Bellwether Way, Unit 111 Bellingham, WA 98225 Prepared for Presentation at the American Institute of
Coker Heaters Performance Improvement. Don Tran LyondellBasell, Houston Refinery & Ashutosh Garg Furnace Improvements Sugar Land, TX
 Coker Heaters Performance Improvement Don Tran LyondellBasell, Houston Refinery & Ashutosh Garg Furnace Improvements Sugar Land, TX Coker Heaters Most critical heaters in the refineries Heart of Delayed
Coker Heaters Performance Improvement Don Tran LyondellBasell, Houston Refinery & Ashutosh Garg Furnace Improvements Sugar Land, TX Coker Heaters Most critical heaters in the refineries Heart of Delayed
A Newsletter published by. for Industrial Steam and Power Users
 ENERGY SOURCE A Newsletter published by ESI Inc. of Tennessee for Industrial Steam and Power Users Winter 1999 A Case Study: Results of Upgrades to Existing Wood-Fired Boilers at Jack Daniel Distillery
ENERGY SOURCE A Newsletter published by ESI Inc. of Tennessee for Industrial Steam and Power Users Winter 1999 A Case Study: Results of Upgrades to Existing Wood-Fired Boilers at Jack Daniel Distillery
Eclipse Self-Check UV Scanner
 856 Instruction Manual 10/18/2010 Eclipse Self-Check UV Model 5602-91 Version 1 Introduction The self-check UV is used for continuous gas or oil flames. A mechanical shutter in the scanner closes briefly
856 Instruction Manual 10/18/2010 Eclipse Self-Check UV Model 5602-91 Version 1 Introduction The self-check UV is used for continuous gas or oil flames. A mechanical shutter in the scanner closes briefly
Explosion Protection Engineering Principles
 Handbook of Fire and Explosion Protection Engineering Principles for Oil, Gas, Chemical and Related Facilities Second edition Dennis P. Nolan ELSEVIER AMSTERDAM BOSTON HEIDELBERG LONDON NEW YORK OXFORD
Handbook of Fire and Explosion Protection Engineering Principles for Oil, Gas, Chemical and Related Facilities Second edition Dennis P. Nolan ELSEVIER AMSTERDAM BOSTON HEIDELBERG LONDON NEW YORK OXFORD
2007 KBC Advanced Technologies plc. All Rights Reserved.
 Coker Heater Design and Evaluation 2007 KBC Advanced Technologies plc. All Rights Reserved. Coker Heater Optimization & Revamp Heater often unit limit Coker often refinery limit Refinery throughput Refinery
Coker Heater Design and Evaluation 2007 KBC Advanced Technologies plc. All Rights Reserved. Coker Heater Optimization & Revamp Heater often unit limit Coker often refinery limit Refinery throughput Refinery
Steam Temperature. HanPHI Catches at KNPC: Naphtha Unit. Early Warnings Generated by HanPHI
 HanPHI Catches at KNPC: Naphtha Unit Steam Temperature On December 10, 2013, the Naphtha unit health index dropped. The minimum tag was 17TI292, a tag measuring the IT steam tofrom unit 17 temperature.
HanPHI Catches at KNPC: Naphtha Unit Steam Temperature On December 10, 2013, the Naphtha unit health index dropped. The minimum tag was 17TI292, a tag measuring the IT steam tofrom unit 17 temperature.
The key element for your process
 The key element for your process Safety Controls and Burner Management Systems (BMS) Paul Chau, P. Eng. Vice-President (Born Heaters Canada Ltd.) www.adico.co info@adico.co Table Of Contents 1. Introduction...
The key element for your process Safety Controls and Burner Management Systems (BMS) Paul Chau, P. Eng. Vice-President (Born Heaters Canada Ltd.) www.adico.co info@adico.co Table Of Contents 1. Introduction...
Vacuum distillation APPLICATION REPORT
 APPLICATION REPORT Vacuum distillation Noncondensible Gases Vacuum column T = 420ºC P = 25 mmhg Oily waters LVGO T = 150 ºC Heater T = 380 420 ºC HVGO T = 320 ºC Crude distillation bottoms Wash oil Fuelgas
APPLICATION REPORT Vacuum distillation Noncondensible Gases Vacuum column T = 420ºC P = 25 mmhg Oily waters LVGO T = 150 ºC Heater T = 380 420 ºC HVGO T = 320 ºC Crude distillation bottoms Wash oil Fuelgas
KBC Petro-SIM Design Tools Integrated Equipment Operations. Al Shelton - KBC
 KBC Petro-SIM Design Tools Integrated Equipment Operations Al Shelton - KBC 2012 KBC Advanced Technologies PROPRIETARY plc. All INFORMATION Rights Reserved. July 2012 Petro-SIM Design Tools KBC has completed
KBC Petro-SIM Design Tools Integrated Equipment Operations Al Shelton - KBC 2012 KBC Advanced Technologies PROPRIETARY plc. All INFORMATION Rights Reserved. July 2012 Petro-SIM Design Tools KBC has completed
SULPHUR RECOVERY UNIT
 19 October 2015 SULPHUR RECOVERY UNIT START-UP CONSIDERATIONS SHRIKANT KOLI BLACK & VEATCH, MUMBAI Agenda - Burner Management System - Control Loops - Refractory Dry-Out - Start-up Experiences 2 Burner
19 October 2015 SULPHUR RECOVERY UNIT START-UP CONSIDERATIONS SHRIKANT KOLI BLACK & VEATCH, MUMBAI Agenda - Burner Management System - Control Loops - Refractory Dry-Out - Start-up Experiences 2 Burner
Burners Flares Incinerators Vapor Combustion
 Burners Flares Incinerators Vapor Combustion Lower Emissions & Improve Equipment Life AIChE May 20 th, 2005 Scott D. Reed 2 Heater Components Stack & Damper Convection Section Radiant Section Burners Burner
Burners Flares Incinerators Vapor Combustion Lower Emissions & Improve Equipment Life AIChE May 20 th, 2005 Scott D. Reed 2 Heater Components Stack & Damper Convection Section Radiant Section Burners Burner
BALANCED FLOW METER PLATE APPLICATIONS
 BFM BALANCED FLOW METER NASA Invention of the Year PLATE APPLICATIONS A+ Multi-Holed Balance Flow Meter (BFM) and Balanced-RO (BRO) Benefits: Flow Error < 0.25% Repeatability Error < 0.1% < 1 D Upstream
BFM BALANCED FLOW METER NASA Invention of the Year PLATE APPLICATIONS A+ Multi-Holed Balance Flow Meter (BFM) and Balanced-RO (BRO) Benefits: Flow Error < 0.25% Repeatability Error < 0.1% < 1 D Upstream
Gas Plant Training Module 4 TEG Dehydration Systems
 Module 4 TEG Dehydration Systems Table of Contents Introduction...2 Objectives...2 Glycol Dehydration...3 Dehydration System Process Control...4 Contactor C301...6 Glycol Regenerator...7 Flash Separator
Module 4 TEG Dehydration Systems Table of Contents Introduction...2 Objectives...2 Glycol Dehydration...3 Dehydration System Process Control...4 Contactor C301...6 Glycol Regenerator...7 Flash Separator
HYDROCARBONENGINEERING June June 2015
 www.hydrocarbonengineering.com Controlled Combustion Arthur Groenbos, Yokogawa Europe, discusses tunable diode laser gas analysis for combustion management in fired heaters. While fired heaters are used
www.hydrocarbonengineering.com Controlled Combustion Arthur Groenbos, Yokogawa Europe, discusses tunable diode laser gas analysis for combustion management in fired heaters. While fired heaters are used
Technical Discussion on
 Technical Discussion on Closed drain system Knock Out Drum system Common venting system Water Seal Drum Remote Ignition system Flare system By D DAS Need of CD, KOD,Water Seal Drum,Remote Ignition system
Technical Discussion on Closed drain system Knock Out Drum system Common venting system Water Seal Drum Remote Ignition system Flare system By D DAS Need of CD, KOD,Water Seal Drum,Remote Ignition system
Cascade Refrigeration System for LPG Subcooling. Related Technical Data and Information for the Case:
 Case-16 Cascade Refrigeration System for LPG Subcooling Copy Right By: Thomas T.S. Wan ( ) Mar. 28, 2003 All Rights Reserved Case Background: This is a case of using a cascade refrigeration system to subcool
Case-16 Cascade Refrigeration System for LPG Subcooling Copy Right By: Thomas T.S. Wan ( ) Mar. 28, 2003 All Rights Reserved Case Background: This is a case of using a cascade refrigeration system to subcool
CONTROL NARRATIVE. Ammonia Tank Farm Aqueous Ammonia Truck Unloading, Storage Tanks, Forwarding, Vaporizer & Dilution Air Package
 CONTROL NARRATIVE Ammonia Tank Farm Aqueous Ammonia Truck Unloading, Storage Tanks, Forwarding, Vaporizer & Dilution Air Package ABOVE: Exmple of an Ammonia Tank Farm built by IFS. Document Number: CN-24729-01-3
CONTROL NARRATIVE Ammonia Tank Farm Aqueous Ammonia Truck Unloading, Storage Tanks, Forwarding, Vaporizer & Dilution Air Package ABOVE: Exmple of an Ammonia Tank Farm built by IFS. Document Number: CN-24729-01-3
WHEN TROUBLESHOOTING, PERFORM THE STEPS IN ORDER.
 WHEN, PERFORM THE STEPS IN ORDER. BURNER WON T LIGHT Control System 1. Is the main interlock in auto? The burner will not light if the dryer is in manual mode b. No: Switch the main interlock to auto 2.
WHEN, PERFORM THE STEPS IN ORDER. BURNER WON T LIGHT Control System 1. Is the main interlock in auto? The burner will not light if the dryer is in manual mode b. No: Switch the main interlock to auto 2.
LEARNING FROM TEXAS CITY REFINERY ( BP )
") LEARNING FROM TEXAS CITY REFINERY ( BP ) Raffinate Splitter Blow down Drum and Stack Blowdown Drum and ISOM Unit, After the Incident Aerial Photograph of Isomerization Unit Isomerization Unit Satellite
LEARNING FROM TEXAS CITY REFINERY ( BP ) Raffinate Splitter Blow down Drum and Stack Blowdown Drum and ISOM Unit, After the Incident Aerial Photograph of Isomerization Unit Isomerization Unit Satellite
Radiometric Level Measurement in DCU Challenges, Solutions and Interpretation Author: Dr. Jan Sielk Process Control
 Radiometric Level Measurement in DCU Challenges, Solutions and Interpretation Author: Dr. Jan Sielk 2017-10 Agenda Company introduction Introduction to radiometric measurements Level measurements in coke
Radiometric Level Measurement in DCU Challenges, Solutions and Interpretation Author: Dr. Jan Sielk 2017-10 Agenda Company introduction Introduction to radiometric measurements Level measurements in coke
Knowledge Objectives (2 of 2) Fuel Gas Systems. Skills Objectives. Introduction. Fuel Gas Systems (1 of 6) 12/20/2013
 Fuel Gas Systems. Skills Objectives. Introduction. Fuel Gas Systems (1 of 6) 12/20/2013") Fuel Gas Systems Knowledge Objectives (1 of 2) Explain the impact of fuel gases on fire and explosion investigations. Discuss the characteristics of fuel gases. Identify common fuel gas system components.
Fuel Gas Systems Knowledge Objectives (1 of 2) Explain the impact of fuel gases on fire and explosion investigations. Discuss the characteristics of fuel gases. Identify common fuel gas system components.
Shale Oils Designing for Improved Crude Preheat Train Reliability and Performance
 Shale Oils Designing for Improved Crude Preheat Train Reliability and Performance RefComm Conference 2015 Galveston, Texas May 4-8, 2015 Dominic Varraveto, PE Chief Process Engineer & Director of Technology
Shale Oils Designing for Improved Crude Preheat Train Reliability and Performance RefComm Conference 2015 Galveston, Texas May 4-8, 2015 Dominic Varraveto, PE Chief Process Engineer & Director of Technology
Rental Boiler Specifications (Nebraska Boiler)
") Rental Boiler Specifications (Nebraska Boiler) ESI's 72,000 pph trailer-mounted watertube steam boilers are designed and built in accordance with ASME Code. Each boiler is arranged for natural gas or #2
Rental Boiler Specifications (Nebraska Boiler) ESI's 72,000 pph trailer-mounted watertube steam boilers are designed and built in accordance with ASME Code. Each boiler is arranged for natural gas or #2
GAS UNITS KITS AND ACCESSORIES 505,172M 08/06
 2006 Lennox Industries Inc. Dallas, Texas, USA GAS UNITS KITS AND ACCESSORIES 505,172M 08/06 Litho U.S.A. IGNITION CONTROL REPLACEMENT KIT INSTALLATION INSTRUCTIONS FOR IGNITION CONTROL CONVERSION KIT
2006 Lennox Industries Inc. Dallas, Texas, USA GAS UNITS KITS AND ACCESSORIES 505,172M 08/06 Litho U.S.A. IGNITION CONTROL REPLACEMENT KIT INSTALLATION INSTRUCTIONS FOR IGNITION CONTROL CONVERSION KIT
Efficient Steam System Design
 Efficient Steam System Design The word Efficient is often used to describe the general performance of a system. However it is important to distinguish between efficiency and effectiveness. Efficiency is
Efficient Steam System Design The word Efficient is often used to describe the general performance of a system. However it is important to distinguish between efficiency and effectiveness. Efficiency is
S. P. THERMAL SYSTEMS INC.
 S. P. THERMAL SYSTEMS INC. 4504 Green Meadow Blvd. Beamsville Ontario L0R1B5 Canada Phone: 905 563 8651 Fax: 905 563 6234 BOILER & WATER TREATMENT REVIEW NOTE: This article is provided as a Guide Only.
S. P. THERMAL SYSTEMS INC. 4504 Green Meadow Blvd. Beamsville Ontario L0R1B5 Canada Phone: 905 563 8651 Fax: 905 563 6234 BOILER & WATER TREATMENT REVIEW NOTE: This article is provided as a Guide Only.
Application Bulletin. LNG / LPG Facilities FLAME AND GAS DETECTION FOR LNG FACILITIES
 FLAME AND GAS DETECTION FOR LNG FACILITIES Liquefied natural gas (LNG) is a generic name for liquefied hydrocarbon gas composed primarily of methane. When natural gas is cooled to approximately -260 F,
FLAME AND GAS DETECTION FOR LNG FACILITIES Liquefied natural gas (LNG) is a generic name for liquefied hydrocarbon gas composed primarily of methane. When natural gas is cooled to approximately -260 F,
OPERATION & MAINTENANCE MANUAL AC860
 OPERATION & MAINTENANCE MANUAL AC860 Refrigerant Handling System Manual P/N 035-80913-00 TABLE OF CONTENTS Startup & Safe Operation... 1 Introduction to the AC860... 2 Control Panel... 3 Keypad Functions...
OPERATION & MAINTENANCE MANUAL AC860 Refrigerant Handling System Manual P/N 035-80913-00 TABLE OF CONTENTS Startup & Safe Operation... 1 Introduction to the AC860... 2 Control Panel... 3 Keypad Functions...
WHY THE REMOVAL OF NONCONDENSABLE GASES AND AIR IS CRITICAL IN A STEAM SYSTEM
 BEST PRACTICE NO. 30 WHY THE REMOVAL OF NONCONDENSABLE GASES AND AIR IS CRITICAL IN A STEAM SYSTEM Air and noncondensable gases are one of the major problems in a steam system that can cause production
BEST PRACTICE NO. 30 WHY THE REMOVAL OF NONCONDENSABLE GASES AND AIR IS CRITICAL IN A STEAM SYSTEM Air and noncondensable gases are one of the major problems in a steam system that can cause production
Environmental Projects for the Pulp and Paper Industry in the U.S.A.
 Environmental Projects for the Pulp and Paper Industry in the U.S.A. Ms. Karra Nichols Mr. David W. Keyser A. H. Lundberg Associates, Inc. P.O. Box 597 Bellevue, WA 98009 SUMMARY U.S. pulp and paper mills
Environmental Projects for the Pulp and Paper Industry in the U.S.A. Ms. Karra Nichols Mr. David W. Keyser A. H. Lundberg Associates, Inc. P.O. Box 597 Bellevue, WA 98009 SUMMARY U.S. pulp and paper mills
ANALYSIS OF HUMAN FACTORS FOR PROCESS SAFETY: APPLICATION OF LOPA-HF TO A FIRED FURNACE. Paul Baybutt Primatech Inc. and
 ANALYSIS OF HUMAN FACTORS FOR PROCESS SAFETY: APPLICATION OF LOPA-HF TO A FIRED FURNACE by Paul Baybutt Primatech Inc. and Joel Haight The Pennsylvania State University Abstract Layers of Protection Analysis
ANALYSIS OF HUMAN FACTORS FOR PROCESS SAFETY: APPLICATION OF LOPA-HF TO A FIRED FURNACE by Paul Baybutt Primatech Inc. and Joel Haight The Pennsylvania State University Abstract Layers of Protection Analysis
BGH Series Hot Surface Ignition Control
 Installation Instructions BGH Series Issue Date April 14, 2011 BGH Series Hot Surface Ignition Control Application The BASO Gas Products BGH Series Hot Surface Ignition (HSI) control is microprocessor
Installation Instructions BGH Series Issue Date April 14, 2011 BGH Series Hot Surface Ignition Control Application The BASO Gas Products BGH Series Hot Surface Ignition (HSI) control is microprocessor
LHE OIL LINE HEATER ELECTRIC TYPE
 INSTRUCTIONS LHE OIL LINE HEATER ELECTRIC TYPE WARNING These instructions are intended for use only by experienced, qualified combustion start-up personnel. Adjustment of this equipment and its components
INSTRUCTIONS LHE OIL LINE HEATER ELECTRIC TYPE WARNING These instructions are intended for use only by experienced, qualified combustion start-up personnel. Adjustment of this equipment and its components
OPERATION & MAINTENANCE MANUAL RHS680
 OPERATION & MAINTENANCE MANUAL RHS680 Refrigerant Handling System 4075 East Market Street York, PA 17402 800-468-2321 tech@rtitech.com Manual P/N 035-80740-00 (Rev 1- May 22, 2001) TABLE OF CONTENTS Startup
OPERATION & MAINTENANCE MANUAL RHS680 Refrigerant Handling System 4075 East Market Street York, PA 17402 800-468-2321 tech@rtitech.com Manual P/N 035-80740-00 (Rev 1- May 22, 2001) TABLE OF CONTENTS Startup
Contents. xiii. 4. PHYSICAL PROPERTIES OF HYDROCARBONS General Alkene Series... 28
 Contents 1. INTRODUCI'ION... 1 Historical Background... 2 Legal Influences... 4 Hazards and Their Prevention... 4 Systems Approach... 5 Fire Protection Engineering Role... 5 Risk Management and Insurance...
Contents 1. INTRODUCI'ION... 1 Historical Background... 2 Legal Influences... 4 Hazards and Their Prevention... 4 Systems Approach... 5 Fire Protection Engineering Role... 5 Risk Management and Insurance...
!!! Sample Written Program For Your Company. For BOILER SAFETY. Provided By:!!!
 Sample Written Program For Your Company For BOILER SAFETY Provided By: P.O. Box 2136 Slidell, LA 70458 Phone: 985-781-1444 Fax: 985-781-1446 Email: info@se-safety.com Purpose Boiler Safety Program The
Sample Written Program For Your Company For BOILER SAFETY Provided By: P.O. Box 2136 Slidell, LA 70458 Phone: 985-781-1444 Fax: 985-781-1446 Email: info@se-safety.com Purpose Boiler Safety Program The
Condensing Unit Installation and Operating Instructions
 Bulletin WCU_O&I 01 June 2003 Condensing Unit Installation and Operating Instructions WCU Air Cooled Condensing Unit Table of Contents Section 1. Section 2. Section 3. Section 4. Section 5. Section 6.
Bulletin WCU_O&I 01 June 2003 Condensing Unit Installation and Operating Instructions WCU Air Cooled Condensing Unit Table of Contents Section 1. Section 2. Section 3. Section 4. Section 5. Section 6.
STR-Series Indirect-Fired Air Turnover Units
 STR-Series Indirect-Fired Air Turnover Units Equipment Specifi cations 1.800.589.3691 www.weather-rite.com GAS/OIL HEATING ONLY INDIRECT-FIRED AIR TURNOVER UNIT GUIDE SPECIFICATIONS PART 1 GENERAL [Gas][Oil][Gas/Oil
STR-Series Indirect-Fired Air Turnover Units Equipment Specifi cations 1.800.589.3691 www.weather-rite.com GAS/OIL HEATING ONLY INDIRECT-FIRED AIR TURNOVER UNIT GUIDE SPECIFICATIONS PART 1 GENERAL [Gas][Oil][Gas/Oil
Kolmetz Handbook Of Process Equipment Design BURNER MANAGEMENT SYSTEMS (ENGINEERING DESIGN GUIDELINE)
") Practical Engineering Guidelines for Processing Plant Solutions SOLUTIONS, STANDARDS AND SOFTWARE www.klmtechgroup.com Page : 1 of 78 Rev 1 KLM Technology #03-12 Block Aronia, Jalan Sri Perkasa 2 Taman
Practical Engineering Guidelines for Processing Plant Solutions SOLUTIONS, STANDARDS AND SOFTWARE www.klmtechgroup.com Page : 1 of 78 Rev 1 KLM Technology #03-12 Block Aronia, Jalan Sri Perkasa 2 Taman
Guidelines for Preparing for a Temporary Steam Plant
 Guidelines for Preparing for a Temporary Steam Plant Trailer-Mounted Boilers Skid Mounted Boilers Mobile Boiler Rooms Mobile Feedwater Vans Mobile Steam Plants Emergency Preparedness Plan Table of Contents
Guidelines for Preparing for a Temporary Steam Plant Trailer-Mounted Boilers Skid Mounted Boilers Mobile Boiler Rooms Mobile Feedwater Vans Mobile Steam Plants Emergency Preparedness Plan Table of Contents
Math & Physics. Complete combustion requires an Air-FuelRatio of 14.7 to 1 for combustion.
 Plant OPS Math & Physics Complete combustion requires an Air-FuelRatio of 14.7 to 1 for combustion. Math & Physics Increasing oxygen levels by 9 to 15% improves boiler efficiency. Math & Physics Draft
Plant OPS Math & Physics Complete combustion requires an Air-FuelRatio of 14.7 to 1 for combustion. Math & Physics Increasing oxygen levels by 9 to 15% improves boiler efficiency. Math & Physics Draft
Fired Heaters Key to Efficient Operation of Refineries and Petrochemicals
 Fired Heaters Key to Efficient Operation of Refineries and Petrochemicals Ashutosh Garg Furnace Improvements Services Sugar Land, TX Typical Refinery Process Flow Diagram GASOLINE HYDROGEN LPG ISOMERIZATION
Fired Heaters Key to Efficient Operation of Refineries and Petrochemicals Ashutosh Garg Furnace Improvements Services Sugar Land, TX Typical Refinery Process Flow Diagram GASOLINE HYDROGEN LPG ISOMERIZATION
Amec Foster Wheeler- Fired Heater Division
 Amec Foster Wheeler 2016 Amec Foster Wheeler- Fired Heater Division Amec Foster Wheeler 2016 Amec Foster Wheeler Delayed Coker Heater - Best Practices Patrick Bernhagen Director of Sales Agenda 1. Overview
Amec Foster Wheeler 2016 Amec Foster Wheeler- Fired Heater Division Amec Foster Wheeler 2016 Amec Foster Wheeler Delayed Coker Heater - Best Practices Patrick Bernhagen Director of Sales Agenda 1. Overview
Module 3: Liquid Fossil Fuel (Petroleum) Lecture 25: Refinery Equipments
 Lecture 25: Refinery Equipments") 1 P age Module 3: Liquid Fossil Fuel (Petroleum) Lecture 25: Refinery Equipments 2 P age Keywords: Pipe still heater, heat exchangers, distillation tower, pumps Refinery equipments Introduction In refinery,
1 P age Module 3: Liquid Fossil Fuel (Petroleum) Lecture 25: Refinery Equipments 2 P age Keywords: Pipe still heater, heat exchangers, distillation tower, pumps Refinery equipments Introduction In refinery,
Fire protection on chemical manufacturing sites
 CFPA-E No 18:2008 Fire protection on chemical manufacturing sites FOREWORD The European fire protection associations have decided to produce common guidelines in order to achieve similar interpretation
CFPA-E No 18:2008 Fire protection on chemical manufacturing sites FOREWORD The European fire protection associations have decided to produce common guidelines in order to achieve similar interpretation
Thin Film. Optimizing Temperature Control 2. Preventing Excessive Vacuum 3. Minimizing Air Drawback 4
 THIN FILM Thin Film Optimizing Temperature Control 2 Preventing Excessive Vacuum 3 Minimizing Air Drawback 4 1 Many Resource Conservation and Recovery Act (RCRA) treatment, storage and disposal facilities
THIN FILM Thin Film Optimizing Temperature Control 2 Preventing Excessive Vacuum 3 Minimizing Air Drawback 4 1 Many Resource Conservation and Recovery Act (RCRA) treatment, storage and disposal facilities
DIRECTIVE NO: D-B
 DIRECTIVE NO: D-B6 100604 1 LOW PRESSURE THERMAL FLUID PLANT AUTOMATED CONTROL SYSTEMS Date of Issue: June 4, 2010 General Details This directive is being issued to owners, licensed contractors, consulting
DIRECTIVE NO: D-B6 100604 1 LOW PRESSURE THERMAL FLUID PLANT AUTOMATED CONTROL SYSTEMS Date of Issue: June 4, 2010 General Details This directive is being issued to owners, licensed contractors, consulting
THE ALLIANCE FOR BANGLADESH WORKER SAFETY BOILER SAFETY
 THE ALLIANCE FOR BANGLADESH WORKER SAFETY BOILER SAFETY 1 Boiler Room Hazards A Risk Of Explosion Exists High Pressure steam Combustion Gases Chemicals Moving Machinery Hot Surfaces www.bangladeshworkersafety.org
THE ALLIANCE FOR BANGLADESH WORKER SAFETY BOILER SAFETY 1 Boiler Room Hazards A Risk Of Explosion Exists High Pressure steam Combustion Gases Chemicals Moving Machinery Hot Surfaces www.bangladeshworkersafety.org
Tray ST5. Tray Type Deaerator Pressurized.005 cc/liter. industrialsteam.com
 Tray ST5 Pressurized and Atmospheric Deaerators Tray Type Deaerator Pressurized.005 cc/liter COUNTER FLOW TRAY design provides guaranteed removal of all dissolved oxygen in excess of.005 cc/liter from
Tray ST5 Pressurized and Atmospheric Deaerators Tray Type Deaerator Pressurized.005 cc/liter COUNTER FLOW TRAY design provides guaranteed removal of all dissolved oxygen in excess of.005 cc/liter from
Green Energy Engineering, Inc.
 Green Energy Engineering, Inc. Pay less for Energy and save the Earth 4737 Dolphin Cay Lane South Unit B108 St. Petersburg, FL 33711-4671 Phone (727) 742-7276 www.geeintl.com SAMA Symbols Drum Level SAMA
Green Energy Engineering, Inc. Pay less for Energy and save the Earth 4737 Dolphin Cay Lane South Unit B108 St. Petersburg, FL 33711-4671 Phone (727) 742-7276 www.geeintl.com SAMA Symbols Drum Level SAMA
AFUE up to 85.2% Heating Input 105,000 to 245,000 Btuh
 WATER HEATERS / BOILERS COWB3 Oil-Fired Hot Water Boiler PRODUCT SPECIFICATIONS Bulletin No. 0654 March 08 Supersedes September 05 AFUE up to 85.% Heating Input 05,000 to 45,000 Btuh MODEL NUMBER IDENTIFICATION
WATER HEATERS / BOILERS COWB3 Oil-Fired Hot Water Boiler PRODUCT SPECIFICATIONS Bulletin No. 0654 March 08 Supersedes September 05 AFUE up to 85.% Heating Input 05,000 to 45,000 Btuh MODEL NUMBER IDENTIFICATION
Steam Fundamentals. (in heating & processing applications)
") Steam Fundamentals (in heating & processing applications) Introduction Common Heat Energy conveyers: Thermal Oil Hot water Steam Electrical Electric Heaters Electrodes (High Current) Steam Fundamentals
Steam Fundamentals (in heating & processing applications) Introduction Common Heat Energy conveyers: Thermal Oil Hot water Steam Electrical Electric Heaters Electrodes (High Current) Steam Fundamentals
Technologies, Solutions, and Applications. Continuous Level Coke Drum Measurement System
 Technologies, Solutions, and Applications Continuous Level Coke Drum Measurement System Leadership in Continuous Coke Drum Level Refiners are processing heavier crude, which increases the amount of resid
Technologies, Solutions, and Applications Continuous Level Coke Drum Measurement System Leadership in Continuous Coke Drum Level Refiners are processing heavier crude, which increases the amount of resid
How K-Patents DD-23 System is Built to Conform to BLRBAC Recommendations
 PAGE(S) 1 (15) How K-Patents DD-23 System is Built to Conform to BLRBAC Recommendations This document describes how K-Patents Digital Divert Control System DD-23 is built strictly according to the BLRBAC
PAGE(S) 1 (15) How K-Patents DD-23 System is Built to Conform to BLRBAC Recommendations This document describes how K-Patents Digital Divert Control System DD-23 is built strictly according to the BLRBAC
We are helping power generation facilities advance toward the future.
 We are helping power generation facilities advance toward the future. Hisaka has a wealth of know-how and experience in heat exchangers using seawater, such as central cooling systems for power stations,
We are helping power generation facilities advance toward the future. Hisaka has a wealth of know-how and experience in heat exchangers using seawater, such as central cooling systems for power stations,
UV Scanner. Model Specification. Introduction. 854 Instruction Manual
 854 Instruction Manual 10/11/010 UV Model 5600-91 C US Introduction This sensor features a high temperature and high sensitivity ultraviolet (UV) tube for monitoring gas or oil flames in applications that
854 Instruction Manual 10/11/010 UV Model 5600-91 C US Introduction This sensor features a high temperature and high sensitivity ultraviolet (UV) tube for monitoring gas or oil flames in applications that
1. Know your process. The following guidelines will help you navigate what can be a challenging and time consuming task.
 Many processes today require an indirect method of heating, which implies the use of a heat transfer medium, instead of circulating the process directly into a heater. Thermal oil, water, glycol mixtures,
Many processes today require an indirect method of heating, which implies the use of a heat transfer medium, instead of circulating the process directly into a heater. Thermal oil, water, glycol mixtures,
ClearFire. Startup Guide. Model CFH. Horizontal Steam Boiler
 ClearFire Model CFH Horizontal Steam Boiler Startup Guide 750-293 www.cleaverbrooks.com Improper installation, adjustment, service, or maintenance can cause equipment damage, personal injury, or death.
ClearFire Model CFH Horizontal Steam Boiler Startup Guide 750-293 www.cleaverbrooks.com Improper installation, adjustment, service, or maintenance can cause equipment damage, personal injury, or death.
Eclipse 90 UV Scanner Model A Version 1
 85 Instruction Manual 10/14/010 Eclipse 90 UV Model 5600-90A Version 1 C US Introduction This sensor features a high sensitivity ultraviolet (UV) tube for monitoring gas or oil flames that cycle on and
85 Instruction Manual 10/14/010 Eclipse 90 UV Model 5600-90A Version 1 C US Introduction This sensor features a high sensitivity ultraviolet (UV) tube for monitoring gas or oil flames that cycle on and
INSTALLATION & MAINTENANCE MANUAL FOR QuickDraw
 INSTALLATION & MAINTENANCE MANUAL FOR QuickDraw SEMI-INSTANTANEOUS ENERGY: STEAM TO WATER U-TUBE SINGLE-WALL & DOUBLE-WALL HEAT EXCHANGERS FLOOR DRAIN Typical Construction Figure 34-1 FLOOR DRAIN 1. U-tube
INSTALLATION & MAINTENANCE MANUAL FOR QuickDraw SEMI-INSTANTANEOUS ENERGY: STEAM TO WATER U-TUBE SINGLE-WALL & DOUBLE-WALL HEAT EXCHANGERS FLOOR DRAIN Typical Construction Figure 34-1 FLOOR DRAIN 1. U-tube
NIPSCO Michigan City Generating Station
 NIPSCO Michigan City Generating Station Michigan City Generating Station Located in Michigan City, IN (50 Miles SE of Chicago) Owned by NIPSCO a division of Nisource Inc. Number of employees 90 Capacity
NIPSCO Michigan City Generating Station Michigan City Generating Station Located in Michigan City, IN (50 Miles SE of Chicago) Owned by NIPSCO a division of Nisource Inc. Number of employees 90 Capacity
LGB Gas fired boiler
 LGB Gas fired boiler Control Supplement LGB-5 Series 2 Propane gas CSD-1 Control System Part Number 550-110-682/0304 Please read this page first Hazard definitions To the installer... The following terms
LGB Gas fired boiler Control Supplement LGB-5 Series 2 Propane gas CSD-1 Control System Part Number 550-110-682/0304 Please read this page first Hazard definitions To the installer... The following terms
Emergency shutdown systems. Procedures for bypassing ESD s
 HYDROCARBON PROCESS SAFETY 2 - ELEMENT 3 - UNIT IOG1 Emergency shutdown systems Emergency shutdown systems (ESD s) are intended to minimise the consequences of emergency situations, for example, the uncontrolled
HYDROCARBON PROCESS SAFETY 2 - ELEMENT 3 - UNIT IOG1 Emergency shutdown systems Emergency shutdown systems (ESD s) are intended to minimise the consequences of emergency situations, for example, the uncontrolled
Improved safety system in a nitric acid plant
 NITR IC ACI D ALAR ARM AND SAFE FETY SYSTEM Improved safety system in a nitric acid plant The existing alarm and safety system in a nitric acid plant in Croatia was replaced by a new microprocessor-based
NITR IC ACI D ALAR ARM AND SAFE FETY SYSTEM Improved safety system in a nitric acid plant The existing alarm and safety system in a nitric acid plant in Croatia was replaced by a new microprocessor-based
Optimizing Strategy for Boiler Drum Level Control
 Optimizing Strategy for Boiler Drum Level Control Avoid trips and maximize steam output by reviewing your control equipment, strategy, and tuning. Andrew W.R. Waite 06/18/2012 Inadequate control of drum
Optimizing Strategy for Boiler Drum Level Control Avoid trips and maximize steam output by reviewing your control equipment, strategy, and tuning. Andrew W.R. Waite 06/18/2012 Inadequate control of drum
User s Information Manual Galaxy GG/GX Series, Sentry S/SX Series and Sentinel SE Series Gas Boilers with Continuous Burning Pilot
 User s Information Manual Galaxy GG/GX Series, Sentry S/SX Series and Sentinel SE Series Gas Boilers with Continuous Burning Pilot FOR YOUR SAFETY: Before operating this boiler, READ this manual. DO NOT
User s Information Manual Galaxy GG/GX Series, Sentry S/SX Series and Sentinel SE Series Gas Boilers with Continuous Burning Pilot FOR YOUR SAFETY: Before operating this boiler, READ this manual. DO NOT
Boiler Basics. Design and operation
 Boiler Basics Design and operation A boiler is an enclosed vessel that provides a means for combustion heat to be transferred into water until it becomes heated water or steam. The hot water or steam under
Boiler Basics Design and operation A boiler is an enclosed vessel that provides a means for combustion heat to be transferred into water until it becomes heated water or steam. The hot water or steam under
Owner s Guide Installation & Operation
 Owner s Guide Installation & Operation Fryer HFR Series Hestan Commercial Corporation 3375 E. La Palma Ave Anaheim, CA 92806 (888) 905-7463 RETAIN THIS MANUAL FOR FUTURE REFERENCE P/N 002137 REV 1 IMPORTANT
Owner s Guide Installation & Operation Fryer HFR Series Hestan Commercial Corporation 3375 E. La Palma Ave Anaheim, CA 92806 (888) 905-7463 RETAIN THIS MANUAL FOR FUTURE REFERENCE P/N 002137 REV 1 IMPORTANT
Prevention of Fires and Explosions in Wood Pellet Facilities. Allen Wagoner, FLAMEX, Inc.
 Prevention of Fires and Explosions in Wood Pellet Facilities Allen Wagoner, FLAMEX, Inc. Wood Dust The smaller the particles the more dangerous Particle size of 420 microns or less (NFPA Code 664)
Prevention of Fires and Explosions in Wood Pellet Facilities Allen Wagoner, FLAMEX, Inc. Wood Dust The smaller the particles the more dangerous Particle size of 420 microns or less (NFPA Code 664)
Efficiency & Savings through On-Line Chemical Cleaning
 Efficiency & Savings through On-Line Chemical Cleaning SENTRO Technologies provides innovative cleaning services to the Refining, Petrochemical & Pipeline industries www.sentro-technologies.com USA UK
Efficiency & Savings through On-Line Chemical Cleaning SENTRO Technologies provides innovative cleaning services to the Refining, Petrochemical & Pipeline industries www.sentro-technologies.com USA UK
OHR23. ELITE SERIES Horizontal/Downflow. AFUE - Up to 83.5% Input - 105,000 to 154,000 Btuh Nominal Add-on Cooling - 2 to 5 Tons O HR 23 Q 3/4-105/120
 P R O D U C T S P E C I F I C AT I O N S O I L F U R N A C E S OHR23 ELITE SERIES Horizontal/Downflow ulletin No. 20097 February 20 Supersedes October 200 AFUE - Up to 83.5% Input - 05,000 to 54,000 tuh
P R O D U C T S P E C I F I C AT I O N S O I L F U R N A C E S OHR23 ELITE SERIES Horizontal/Downflow ulletin No. 20097 February 20 Supersedes October 200 AFUE - Up to 83.5% Input - 05,000 to 54,000 tuh
A AD Oil burners fuel unit. deltapumps.com. DE A-AD_en_0709.pdf Page 1/1
 A AD Oil burners fuel unit deltapumps.com DE116-0709 A-AD_en_0709.pdf - 16.11.09 Page 1/1 Oil burners fuel unit Type A, AD 1- Applications The DELTA aluminium fuel unit type A is an efficient and modern
A AD Oil burners fuel unit deltapumps.com DE116-0709 A-AD_en_0709.pdf - 16.11.09 Page 1/1 Oil burners fuel unit Type A, AD 1- Applications The DELTA aluminium fuel unit type A is an efficient and modern
Condensing Unit Installation and Operating Instructions
 Bulletin ACU_O&I 02 August 2016 Condensing Unit Installation and Operating Instructions ACU Air Cooled Condensers Table of Contents Section 1. General Information... 2 Section 2. Refrigeration Piping...
Bulletin ACU_O&I 02 August 2016 Condensing Unit Installation and Operating Instructions ACU Air Cooled Condensers Table of Contents Section 1. General Information... 2 Section 2. Refrigeration Piping...
OPERATING AND MAINTENANCE MANUAL
 OPERATING AND MAINTENANCE MANUAL NVPOM-0104 TABLE OF CONTENTS Section Page 1 SPECIFICATIONS...1 1.1 Nova Plus Specifications...1-1 1.2 Warranty...1-2 2 GENERAL BURNER DESCRIPTION...2 2.1 Burner...2-1 2.2
OPERATING AND MAINTENANCE MANUAL NVPOM-0104 TABLE OF CONTENTS Section Page 1 SPECIFICATIONS...1 1.1 Nova Plus Specifications...1-1 1.2 Warranty...1-2 2 GENERAL BURNER DESCRIPTION...2 2.1 Burner...2-1 2.2
INSTALLATION INSTRUCTIONS FOR SERIES 9 INTERMITTENT PILOT IGNITION CONTROL
 INSTALLATION INSTRUCTIONS FOR SERIES 9 INTERMITTENT PILOT IGNITION CONTROL Figure 1 Series 9 Intermittent Pilot Ignition Control Application The Series 9 Intermittent Pilot Ignition Control is a microprocessor
INSTALLATION INSTRUCTIONS FOR SERIES 9 INTERMITTENT PILOT IGNITION CONTROL Figure 1 Series 9 Intermittent Pilot Ignition Control Application The Series 9 Intermittent Pilot Ignition Control is a microprocessor
FIXED PROTECTION FOR OIL AND CHEMICAL PLANTS
 GAP.12.2.1.2 A Publication of Global Asset Protection Services LLC FIXED PROTECTION FOR OIL AND CHEMICAL PLANTS INTRODUCTION Fixed water spray, deluge, foam-water and sprinkler systems are essential parts
GAP.12.2.1.2 A Publication of Global Asset Protection Services LLC FIXED PROTECTION FOR OIL AND CHEMICAL PLANTS INTRODUCTION Fixed water spray, deluge, foam-water and sprinkler systems are essential parts
Statement of Responsibilities
 Statement of Responsibilities This document is for use by experienced and trained Qualified Cleveland Range, LLC Authorized Service Representatives who are familiar with both the safety procedures, and
Statement of Responsibilities This document is for use by experienced and trained Qualified Cleveland Range, LLC Authorized Service Representatives who are familiar with both the safety procedures, and
BURNERS/ FLARES. VAREC BIOGAS 244W Series WASTE GAS BURNER & IGNITION SYSTEM
 BURNERS/ FLARES VAREC BIOGAS 4W Series WASTE GAS BURNER & IGNITION SYSTEM The Varec Biogas 4W Series Waste Gas Burner is a highly reliable flare and ignition system ideal for use in burning excess biogas.
BURNERS/ FLARES VAREC BIOGAS 4W Series WASTE GAS BURNER & IGNITION SYSTEM The Varec Biogas 4W Series Waste Gas Burner is a highly reliable flare and ignition system ideal for use in burning excess biogas.
Communication and Coordination Failures in the Process Industries
 Communication and Coordination s in the Process Industries 52 nd Annual HFES Meeting Jason Laberge Honeywell Advanced Technology Golden Valley, MN Peter Bullemer Human Centered Solutions Independence,
Communication and Coordination s in the Process Industries 52 nd Annual HFES Meeting Jason Laberge Honeywell Advanced Technology Golden Valley, MN Peter Bullemer Human Centered Solutions Independence,
SERVICE MANUAL. For Service & Parts please call APK THERMAL at or SAFETY INSTRUCTION
 SERVICE MANUAL Installation, Operation and Maintenance Manual for Standrd Pre-Engineered Shell & Tube Models BCF, HCF, HFF, SSCF & SX2000 Fixed Tube Sheet Heat Exchangers For Service & Parts please call
SERVICE MANUAL Installation, Operation and Maintenance Manual for Standrd Pre-Engineered Shell & Tube Models BCF, HCF, HFF, SSCF & SX2000 Fixed Tube Sheet Heat Exchangers For Service & Parts please call
An Oven Explosion Lessons Learned on PSM Concepts (or PSM: It s not just for breakfast anymore )
") An Oven Explosion Lessons Learned on PSM Concepts (or PSM: It s not just for breakfast anymore ) Michael D. Cazabon, P.E. FM Global 404 High Meadow Lane, Heath, TX 75032 Michael.Cazabon@fmglobal.com Kirby
An Oven Explosion Lessons Learned on PSM Concepts (or PSM: It s not just for breakfast anymore ) Michael D. Cazabon, P.E. FM Global 404 High Meadow Lane, Heath, TX 75032 Michael.Cazabon@fmglobal.com Kirby
Vacuum Oil Purifier (VOP) (5 Pages. June 2017)
 (5 Pages. June 2017)") Vacuum Oil Purifier (VOP) (5 Pages. June 2017) The best designed Vacuum Oil Purifier made, combining simple operation with higher performance, creating more value for your investment. 1. 304 Stainless
Vacuum Oil Purifier (VOP) (5 Pages. June 2017) The best designed Vacuum Oil Purifier made, combining simple operation with higher performance, creating more value for your investment. 1. 304 Stainless
defence Prior to 1947 in the USA, process vent streams The last line of
 defence The last line of J. Bellovich, J. Franklin and Dr C. Baukal, John Zink Company, USA, discuss the importance of a reliable flare pilot system for plant safety. Prior to 1947 in the USA, process
defence The last line of J. Bellovich, J. Franklin and Dr C. Baukal, John Zink Company, USA, discuss the importance of a reliable flare pilot system for plant safety. Prior to 1947 in the USA, process
PIPING SYSTEM EQUIPMENTS
 PIPING SYSTEM EQUIPMENTS Introduction Equipments are devices that provide power, process and store materials. Equipments in piping systems depend on the specific industries using them. Specialized equipment
PIPING SYSTEM EQUIPMENTS Introduction Equipments are devices that provide power, process and store materials. Equipments in piping systems depend on the specific industries using them. Specialized equipment
PACKAGED COMMERCIAL WATERTUBE BOILERS
 PACKAGED COMMERCIAL WATERTUBE BOILERS PACKAGED COMMERCIAL WATERTUBE BOILER American Boiler Manufacturers Association 4001 N. 9 th Street, Suite 226 Arlington, VA 22203-1900 703/522-7350 2003, American
PACKAGED COMMERCIAL WATERTUBE BOILERS PACKAGED COMMERCIAL WATERTUBE BOILER American Boiler Manufacturers Association 4001 N. 9 th Street, Suite 226 Arlington, VA 22203-1900 703/522-7350 2003, American
Bert Uneken, Field Engineering Manager Ruben Kranenburg, Technical Support
 Bert Uneken, Field Engineering Manager Ruben Kranenburg, Technical Support Main Burner Main Reaction Furnace Design Weather shield View ports Weather shield LMV Burner Burner / Furnace connection Residence
Bert Uneken, Field Engineering Manager Ruben Kranenburg, Technical Support Main Burner Main Reaction Furnace Design Weather shield View ports Weather shield LMV Burner Burner / Furnace connection Residence
INSTALLATION INSTRUCTIONS TXV Horizontal Duct Coils EHD
 TXV Horizontal Duct s EHD These instructions must be read and understood completely before attempting installation. It is important that the Blower and Duct System be properly sized to allow the system
TXV Horizontal Duct s EHD These instructions must be read and understood completely before attempting installation. It is important that the Blower and Duct System be properly sized to allow the system
G71MPP WARNING. WARNING Sharp edges. Be careful when servicing unit to avoid sharp edges which may result in personal injury. Service Literature
 Service Literature Corp. 0804 L2 Revised 05 05 2008 G71MPP G71MPP SERIES UNITS G71MPP series units are high efficiency multi position (upflow, downflow, horizontal right and left) gas furnaces equipped
Service Literature Corp. 0804 L2 Revised 05 05 2008 G71MPP G71MPP SERIES UNITS G71MPP series units are high efficiency multi position (upflow, downflow, horizontal right and left) gas furnaces equipped
Diocese of Cleveland Facilities Services Corporation
 Diocese of Cleveland Facilities Services Corporation BOILER MAINTENANCE and SERVICING SEASONAL MAINTENANCE - to be performed by trained boiler technician or boiler contractor only: 1. Disassemble the low
Diocese of Cleveland Facilities Services Corporation BOILER MAINTENANCE and SERVICING SEASONAL MAINTENANCE - to be performed by trained boiler technician or boiler contractor only: 1. Disassemble the low
STEAMPAK Series BurnerPAK BMS Burner Management Systems
 BurnerPAK BMS Burner Management Systems Sequence of operation, ignition and control of burners Meets NFPA 85 safety standard MFT alarming with manual reset, first-out indication Optional enhanced alarming
BurnerPAK BMS Burner Management Systems Sequence of operation, ignition and control of burners Meets NFPA 85 safety standard MFT alarming with manual reset, first-out indication Optional enhanced alarming
Ammonia Supply Systems for SCR
 Ammonia Supply Systems for SCR WPCA/Duke NOx Seminar June 7, 2005 Dr. Norman C. Foster Why is Ammonia Required? Ammonia (NH 3 ) is the Reducing Agent for NOx 2 NH 3 + 2 NOx + ½O 2 2 N 2 + 3 H 2 O N0 x
Ammonia Supply Systems for SCR WPCA/Duke NOx Seminar June 7, 2005 Dr. Norman C. Foster Why is Ammonia Required? Ammonia (NH 3 ) is the Reducing Agent for NOx 2 NH 3 + 2 NOx + ½O 2 2 N 2 + 3 H 2 O N0 x
PLYWOOD INDUSTRY JOB EVALUATION PROGRAM JOB DESCRIPTION. Points: 242 Grade: 18
 PLYWOOD INDUSTRY JOB EVALUATION PROGRAM JOB DESCRIPTION Date Revised: 16-Feb-12 Points: 237 Grade: 17 Date Prepared: 30-Apr-14 Points: 242 Grade: 18 Person Interviewed or Comment: No. of Incumbents: 1.
PLYWOOD INDUSTRY JOB EVALUATION PROGRAM JOB DESCRIPTION Date Revised: 16-Feb-12 Points: 237 Grade: 17 Date Prepared: 30-Apr-14 Points: 242 Grade: 18 Person Interviewed or Comment: No. of Incumbents: 1.